










Lorsqu'un atelier de tôlerie compare la découpe laser à fibre et la poinçonneuse CNC, la première question est généralement simple : laquelle découpe le plus vite ? On peut aussi légitimement se demander laquelle est la moins chère et laquelle est la plus adaptée à nos pièces. Cependant, le coût n'est pas le seul facteur. L'essence même de la fabrication de tôles consiste à amener une pièce de métal plate à un point où elle peut être pliée selon les spécifications. Dans de nombreux cas, le processus de pliage est déterminant pour la qualité d'une pièce et sa conformité aux spécifications.
Cet article examine donc ce choix d'un point de vue plus pratique. Nous comparons d'abord la découpe laser fibre et le poinçonnage CNC. Ensuite, nous analysons les étapes suivant le découpage, notamment le rôle d'une presse plieuse hybride servo-commandée CNC dans la chaîne de production.
Réponse rapide : Laser à fibre vs poinçonneuse CNC
La découpe laser fibre est généralement idéale pour les formes flexibles, les petites séries, les pièces complexes et les commandes fluctuantes. Aucun outil de poinçonnage spécial n'est requis pour changer de forme, ce qui la rend parfaite pour les productions mixtes.
Le poinçonnage CNC est particulièrement adapté aux pièces comportant de nombreux perçages répétitifs, des persiennes, des gaufrages, etc. Les pièces de tôlerie produites en grande série et stables sont des candidates idéales pour ce procédé. Comme les conceptions évoluent rarement sur le long terme, le coût de l'outillage de poinçonnage peut être amorti sur un grand nombre de pièces.
Mais aucun de ces procédés ne permet à lui seul de réaliser la pièce finale. Dans la plupart des ateliers, la précision du pliage, le temps de réglage de la presse plieuse et la régularité du processus de formage sont essentiels pour transformer une ébauche en une pièce de qualité.
La principale différence en une phrase
La découpe laser à fibre offre une plus grande liberté de création de formes. La poinçonneuse CNC garantit une productivité élevée pour la réalisation de perçages et de motifs répétitifs.
Pourquoi le choix final dépend de l'ensemble de la ligne
Si la découpe est rapide mais que le pliage reste lent, les pièces s'accumulent près de la presse plieuse. Si le poinçonnage est efficace mais que les angles de pliage sont instables, le soudage et l'assemblage prennent tout de même plus de temps. Le meilleur choix dépend donc de la ligne de fabrication de tôlerie complète, et non pas seulement de la machine à découper.
Quand la découpe au laser fibre est le meilleur choix
La découpe laser à fibre est généralement le choix le plus sûr lorsque vos pièces changent fréquemment. De nombreux ateliers fonctionnent ainsi : un jour, ils découpent des couvercles en acier inoxydable ; le lendemain, des supports en acier au carbone ; puis, ce sont les panneaux en aluminium ou les pièces décoratives qui arrivent.
Avec un machine de découpe laser à fibre, Il suffit de modifier le programme, d'ajuster les paramètres et de passer à l'étape suivante. Plus besoin d'attendre un nouvel outil de poinçonnage. Un gain de temps précieux pour les petites commandes ou lorsque le dessin est sujet à des modifications.
Profils complexes et ordres mixtes
La découpe laser est idéale pour obtenir des profils extérieurs précis, des découpes courbes, des fentes fines, des petites et moyennes séries, ainsi que des formes irrégulières ou complexes. Elle est également parfaitement adaptée au prototypage, car une simple modification de fichier permet une production rapide de nouvelles pièces prototypes.
Pour les carters de machines, les pièces de mobilier métallique, les panneaux d'ascenseur et les couvercles sur mesure, cette flexibilité est essentielle. La pièce peut paraître simple sur le papier, mais lorsque chaque client modifie la position, la taille ou la forme extérieure des trous, l'outillage devient problématique.
Découpe de tôles multi-matériaux
La découpe laser à fibre est le procédé standard pour l'acier inoxydable, l'acier au carbone, l'aluminium, le laiton et le cuivre, ainsi que pour d'autres matériaux. Comme indiqué précédemment, chaque matériau requiert une puissance, un gaz, une focalisation et une vitesse de découpe spécifiques, mais le procédé lui-même est flexible.
Pour les acheteurs qui manipulent de nombreux types de matériaux, c'est un véritable atout. Cela réduit la nécessité de constituer une vaste bibliothèque d'outillage de poinçonnage pour chaque modification de produit.
Quand la presse à poinçonner CNC est le meilleur choix
La poinçonneuse CNC conserve toute sa place dans la fabrication de tôles. Ce n'est pas une machine qui a disparu avec la découpe laser ; elle est simplement plus adaptée à d'autres types de travaux.
Si vos pièces comportent de nombreux trous répétitifs, des aérations standard, des persiennes, des reliefs ou des formes particulières, le poinçonnage peut s'avérer très pratique. Une fois l'outillage prêt, la machine peut usiner des pièces stables à une vitesse satisfaisante.
Trous répétés et motifs standard
Les armoires électriques en sont un bon exemple. De nombreux panneaux nécessitent des perçages, des aérations, des fentes et des motifs standardisés. Pour ce type de pièce, une presse à poinçonner CNC peut s'avérer plus rapide et plus économique à l'unité pour les séries importantes.
Le même raisonnement s'applique à certains panneaux de CVC, pièces d'électroménager et éléments de boîtier simples. Si ce même schéma se répète mois après mois, l'investissement dans l'outillage de poinçonnage devient plus facile à justifier.
Coût de l'outillage et stabilité des lots
Le point faible apparaît lorsque le dessin change fréquemment. Les nouveaux outils ont un coût. Leur mise en place prend également du temps. Si un acheteur modifie régulièrement la taille ou le motif des trous, le poinçonnage perd de son avantage.
Il ne faut donc pas se demander uniquement si le poinçonnage CNC est moins cher. Il faut aussi se demander si la conception de votre produit est suffisamment robuste pour permettre une utilisation durable de l'outillage.
Pourquoi la découpe ou le poinçonnage ne sont que la première étape
Le découpage n'est que le point de départ. Après la découpe ou le poinçonnage de la tôle, l'atelier doit encore procéder à la mise en forme. Pour de nombreux produits, cela implique un pliage sur presse plieuse.
Une tôle peut être parfaitement découpée, mais si l'angle de pliage est incorrect, la pièce sera défectueuse. Elle risque de ne pas s'adapter au cadre du meuble. Des interstices peuvent apparaître lors du soudage. Des problèmes peuvent survenir lors du revêtement en poudre ou de l'assemblage final.
Le découpage donne la forme, le pliage donne la pièce
La découpe et le poinçonnage au laser préparent l'ébauche. La presse plieuse à commande numérique transforme cette ébauche en armoire, support, couvercle, porte, cadre, conduit ou panneau de machine.
C’est pourquoi le processus de pliage doit être intégré au choix de l’équipement. Un atelier peut acheter une machine de découpe rapide, puis constater que la livraison est retardée car la préparation du pliage est trop longue.
Goulots d'étranglement typiques après la découpe
Les problèmes courants sont faciles à repérer : mauvais angle, préparation trop longue, changement d’outil trop lent, réglage incorrect de la butée arrière, essais de pliage, rebuts, retouches avant soudage.
Ces problèmes, bien que mineurs pris individuellement, font perdre du temps chaque jour. Dans le secteur de la tôlerie à forte mixité, le poste de pliage devient souvent le point de rupture du rythme de production.
Où se situe la presse plieuse CNC servo hybride dans la gamme
C'est ici que Industrie de la victoire peut être introduit plus naturellement. L'entreprise travaille avec des systèmes laser, des équipements de formage CNC et des solutions d'automatisation pour les acheteurs de fabrication métallique. Presse plieuse hybride servo-commandée CNC Elle s'adapte à l'étape suivant la découpe laser à fibre ou le poinçonnage CNC, car elle traite la pièce que le découpage ne peut pas réaliser.

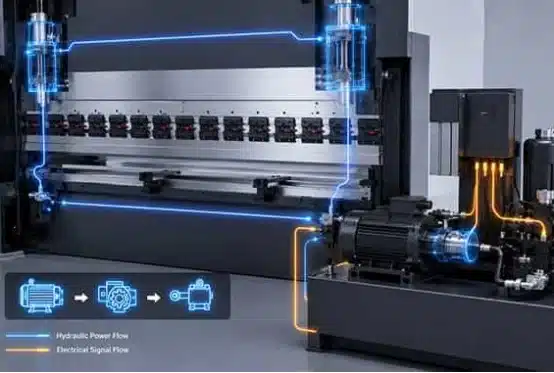
Cette machine utilise un entraînement servo-hydraulique hybride, une commande numérique (CNC), un châssis rigide, une butée arrière servo-CNC et des options telles que le serrage rapide et le bombage CNC. En résumé, elle est conçue pour une précision de pliage optimale, une mise en route rapide et un formage stable en production quotidienne.
Après découpe au laser à fibre
Les pièces découpées au laser changent souvent de forme et de taille. Cela signifie que la presse plieuse doit également gérer des changements de programme fréquents. Presse plieuse hybride servo-commandée CNC Ceci est utile ici car la programmation CNC et le positionnement répétable de la butée arrière peuvent réduire les contrôles manuels.
Pour les carters de machines, les panneaux d'ascenseur, le mobilier métallique et les revêtements sur mesure, cela permet à l'atelier de passer de la découpe au pliage sans perdre trop de temps en préparation.
Après poinçonnage CNC
Les pièces poinçonnées sont souvent plus répétitives, mais le pliage doit tout de même être aussi rapide que le poinçonnage. Les armoires électriques, les panneaux de ventilation et les éléments de boîtier peuvent comporter de nombreux trous, mais la forme finale dépend toujours de la précision des pliages.
Si la presse plieuse ne peut pas suivre la cadence, l'avantage du poinçonnage est en partie perdu. Un pliage stable permet à l'atelier de maintenir un flux de production plus fluide, du découpage à l'assemblage.
Comment une presse plieuse servo hybride améliore l'efficacité de la fabrication
Lors de l'achat d'une presse plieuse, il ne s'agit pas seulement de regarder le tonnage ; en réalité, l'acheteur veut savoir si la machine sera performante de manière constante, si l'opérateur pourra passer d'une tâche à l'autre assez rapidement et si les pièces longues conserveront l'angle requis d'un bout à l'autre.
Entraînement servo-hydraulique pour la production quotidienne
Une presse plieuse hybride à servocommande conserve la puissance de formage hydraulique, tandis que le système d'asservissement contribue à contrôler les mouvements et la consommation d'énergie. Elle est particulièrement adaptée aux ateliers de pliage d'acier inoxydable, d'acier au carbone, d'aluminium, d'acier galvanisé et de pièces d'épaisseur moyenne.
Les systèmes hydrauliques anciens peuvent continuer à fonctionner à plein régime même lorsque la machine ne plie pas. Une presse plieuse servohydraulique permet de réduire le gaspillage d'énergie et la production de chaleur lors des longues journées de travail. Elle contribue également à un environnement d'atelier plus silencieux et plus propre.
Butée arrière CNC et réglage rapide
La précision de la butée arrière influe directement sur la position du pli. Si la ligne de pliure se déplace, la pièce finale risque de ne pas s'ajuster correctement. Une butée arrière servo-commandée par commande numérique permet de garantir un positionnement précis et reproductible d'une série à l'autre.
Pour une production à forte mixité, la rapidité de serrage est également essentielle. Les opérateurs peuvent changer d'outil plusieurs fois au cours d'un même poste. Gagner quelques minutes à chaque fois se traduit concrètement en temps de production en fin de semaine.
Couronnement CNC pour pièces longues
Les pièces longues présentent souvent des différences d'angle entre le centre et les deux extrémités en raison de la déformation de la machine. Le bombage CNC permet de compenser ce défaut.
Ceci est important pour les portes d'armoires, les longs couvercles, les cadres, les panneaux d'ascenseur et autres pièces où une petite différence d'angle peut affecter l'assemblage.
Comment choisir la presse plieuse adaptée après découpe laser ou poinçonnage ?
Une presse plieuse plus grande n'est pas toujours le meilleur choix. La machine adaptée doit correspondre au matériau, à son épaisseur, à la longueur de pliage, à la profondeur de la pièce, à l'outillage et au volume de production.
Adapter le tonnage au matériau et à l'épaisseur
La force nécessaire dépend de l'épaisseur de la tôle, de la résistance du matériau, de l'ouverture en V et de la longueur de pliage. L'acier inoxydable requiert généralement une force supérieure à celle de l'acier doux dans les mêmes conditions de pliage. L'aluminium est peut-être plus facile à former, mais il exige tout de même un rayon de courbure et un outillage adaptés.
Pour les petits boîtiers, les supports et les pièces en tôle fine, un tonnage inférieur peut suffire. Pour les armoires, les portes et les enceintes industrielles courantes, un tonnage moyen est souvent plus adapté. Pour les plaques épaisses, les plaques longues et les pièces de structure lourdes, un tonnage supérieur devient nécessaire.
Ne choisissez pas uniquement en fonction de la pièce la plus épaisse que vous réalisez une fois par an. Commencez par vos pièces habituelles.
Adapter la longueur de pliage à la taille réelle de la pièce
La longueur de travail doit correspondre à la taille de vos pièces. Si vous travaillez principalement sur de petites équerres, une machine trop longue est encombrante et ralentit la manutention. En revanche, si vous cintrez de longs panneaux, cadres, portes ou couvercles, une longueur de cintrage suffisante est essentielle.
Un bon fournisseur devrait demander des plans, le type de matériau, l'épaisseur de la tôle, la longueur de pliage et la production journalière avant de recommander le modèle.
Adapter la configuration des axes à la complexité de la pièce
Les pliages simples peuvent ne pas nécessiter beaucoup d'axes. Les pièces complexes requièrent une plus grande course de butée arrière, un meilleur positionnement et parfois un contrôle du bombage.
Pour les pièces profondes, les pliages décalés, les pièces à brides multiples et les commandes mixtes, les configurations 6+1 axes ou 8+1 axes permettent de réduire les réglages manuels. Pour les travaux courants, une configuration plus simple peut s'avérer plus économique.
Logique de sélection pratique pour les acheteurs
Si vos pièces changent souvent, optez pour la découpe laser fibre et associez-la à une presse plieuse CNC flexible.
Si vos pièces comportent des perforations, des persiennes et des motifs réguliers, une poinçonneuse CNC peut s'avérer pertinente. Toutefois, vous aurez toujours besoin d'une presse plieuse capable de suivre la cadence de la poinçonneuse.
Si votre atelier traite de nombreuses pièces de tôlerie différentes, la découpe laser associée à une presse plieuse CNC hybride servo est généralement plus facile à gérer.
Si votre atelier fabrique des armoires ou des panneaux électriques à structures répétitives, la combinaison d'une poinçonneuse et d'une presse plieuse CNC peut s'avérer très pratique.
Le principe est simple : ne choisissez pas les machines une par une sans tenir compte de la ligne de production. Vitesse de coupe, coût de poinçonnage, réglage du pliage et ajustement de l’assemblage : tout cela contribue au même résultat de production.
Conclusion
Comparer la découpe laser à fibre et la poinçonneuse CNC est pertinent, mais ne doit pas s'arrêter à l'étape de découpage. La découpe laser à fibre est plus adaptée aux formes flexibles et aux commandes variables. Le poinçonnage CNC est plus adapté aux perçages répétitifs, aux persiennes et aux séries stables.
Cependant, ces deux procédés ne permettent que de préparer l'ébauche plate. La pièce finale en tôle dépend du pliage.
C'est pourquoi la presse plieuse hybride servo-commandée à commande numérique (CNC) a toute sa place dans cette discussion. Elle permet d'intégrer plus efficacement les opérations de découpe, de poinçonnage, de pliage, de soudage et d'assemblage. Grâce à son entraînement servo-hydraulique, sa commande numérique (CNC), sa butée arrière servo-commandée CNC, son bridage rapide, son bombage CNC et son châssis rigide, elle résout de nombreux problèmes courants qui ne sont pas toujours mis en évidence dans un devis de machine de découpe.
Avant d'acheter, vérifiez les plans de vos pièces, la liste des matériaux, la plage d'épaisseurs, la longueur de pliage, la taille du lot et le flux de travail de l'opérateur. Pour la sélection du modèle, l'installation, la formation, assistance technique, ou coordonnées, Il est préférable de confirmer simultanément l'ensemble du processus de découpage et de pliage plutôt que de choisir la machine la plus rapide pour une seule étape.
FAQ (questions fréquentes)
Q1 : La découpe au laser à fibre est-elle meilleure que le poinçonnage CNC pour la fabrication de tôles ?
A1 : La découpe laser fibre est plus adaptée aux profils flexibles, aux commandes mixtes, aux contours complexes et aux modifications fréquentes de conception. Le poinçonnage CNC reste utile pour les perçages répétitifs, les aérations, les persiennes, le gaufrage et les motifs stables en grande série.
Q2 : La découpe laser à fibre peut-elle remplacer complètement le poinçonnage CNC ?
A2 : Pas toujours. La découpe laser à fibre peut remplacer le poinçonnage dans de nombreuses applications flexibles, mais la presse à poinçonner CNC reste utile lorsque les pièces comportent des trous répétés ou des formes particulières et que la taille du lot est suffisamment importante.
Q3 : Le poinçonnage CNC est-il moins cher que la découpe au laser à fibre ?
A3 : Le coût unitaire peut être inférieur lorsque la conception est stable et que l’outillage est utilisé pendant une longue période. Si la conception évolue fréquemment, le coût de l’outillage et le temps de réglage peuvent réduire cet avantage.
Q4 : Pourquoi a-t-on encore besoin d'une presse plieuse après une découpe ou un poinçonnage au laser ?
A4 : La découpe et le poinçonnage permettent uniquement d’obtenir une ébauche plate. Une presse plieuse transforme la pièce en armoires, supports, panneaux, couvercles, cadres, conduits et autres composants en tôle utilisables.
Q5 : Quelle est la meilleure solution de pliage après la découpe laser ?
A5 : Pour les travaux de tôlerie à forte mixité, une presse plieuse CNC avec positionnement précis de la butée arrière, changement d'outillage rapide et support de bombage est généralement mieux adaptée après la découpe laser.
Q6 : Qu’est-ce qui rend la presse plieuse CNC hybride servo utile pour les ateliers modernes ?
A6 : Il combine la force de pliage hydraulique avec la commande servo, la programmation CNC, le positionnement répétable de la butée arrière, une réduction du gaspillage d'énergie et une précision de pliage stable.
Q7 : La précision de la presse plieuse a-t-elle une incidence sur le soudage et l'assemblage ?
A7 : Oui. Si les angles ou les positions de pliage sont incorrects, les pièces soudées peuvent laisser des espaces, les armoires peuvent ne pas se fermer correctement et les équipes d'assemblage peuvent avoir besoin de corrections supplémentaires.
Q8 : Comment le bombage CNC améliore-t-il la précision du pliage sur presse plieuse ?
A8 : Le bombage CNC compense la déformation de la machine lors du pliage, notamment sur les pièces longues. Il permet de maintenir un angle plus constant du centre jusqu’aux extrémités.
Q9 : Comment choisir le tonnage approprié pour une presse plieuse CNC ?
A9 : Le tonnage doit être choisi en fonction du type de matériau, de l'épaisseur de la tôle, de la longueur de pliage, de l'ouverture en V, du rayon de pliage et des principales pièces que vous fabriquez quotidiennement.