










Bir sac işleme atölyesi fiber lazer ile CNC pres makinesini karşılaştırdığında, ilk soru genellikle basittir: Hangisi daha hızlı keser? Daha doğru bir soru ise hangisinin daha ucuz olduğu ve parçalarımız için hangisinin daha iyi olduğudur. Ancak maliyet tek faktör değildir. Sac işlemenin gerçek doğası, düz bir metal parçasını, belirtilen özelliklere uygun şekilde bükülebilecek bir noktaya getirmektir. Birçok durumda, bükme işlemi, parçanın belirtilen özelliklere uygun olup olmamasına bakılmaksızın, parçanın başarısını veya başarısızlığını belirleyebilir.
Bu makale, seçeneğe daha pratik bir açıdan bakıyor. İlk olarak, fiber lazer kesim ve CNC delme işlemlerini karşılaştırıyoruz. Ardından, özellikle Hibrit Servo CNC Pres Freninin bu hatta nasıl uyduğunu inceleyerek, kesme işleminden sonra neler olduğuna bakıyoruz.
Hızlı Cevap: Fiber Lazer mi, CNC Zımba Presi mi?
Fiber lazer kesim, genellikle esnek şekillerin, kısa üretim serilerinin, karmaşık kesim parçalarının ve değişken siparişlerin kesimi için en uygunudur. Şekil değiştirmek için özel bir zımba aletine gerek duyulmadığı için karma üretim için idealdir.
CNC delme işlemi, çok sayıda tekrarlanan delik, panjur, kabartma vb. içeren parçalar için en uygun yöntemdir. Yüksek hacimli ve istikrarlı sac metal parçalar, CNC delme için ideal adaylardır. Tasarımlar uzun süreler boyunca nadiren değiştiğinden, delme için kullanılan takım maliyeti birçok parçaya dağıtılabilir.
Ancak bu işlemlerin hiçbiri tek başına nihai bileşeni tamamlamaz. Çoğu atölyede, bükme işleminin doğruluğu, pres freninin kurulum süresi ve şekillendirme işleminin tutarlılığı, ham maddeyi iyi bir parçaya dönüştürmek için kritik öneme sahiptir.
Temel Farkı Tek Cümleyle Anlatmak
Fiber lazer kesim, daha fazla şekil özgürlüğü sağlar. CNC zımba presi, delik ve desenlerin tekrarlanması durumunda yüksek verimlilik sunar.
Son Kararın Tüm Ürün Yelpazesine Bağlı Olmasının Nedenleri
Kesme işlemi hızlanırken bükme işlemi yavaş kalırsa, parçalar pres freninin yanında birikir. Delme işlemi verimli olsa da bükme açıları sabit değilse, kaynak ve montaj yine de fazladan zaman alır. Bu nedenle, daha iyi seçim sadece kesme makinesine değil, tüm sac metal imalat hattına bağlıdır.
Fiber Lazer Kesimin Daha İyi Bir Seçenek Olduğu Durumlar
Parçalarınız sık sık değişiyorsa, fiber lazer kesim genellikle daha güvenli bir seçenektir. Birçok atölye bu şekilde çalışır. Bir gün paslanmaz çelik kapaklar keserler. Ertesi gün karbon çelik braketler keserler. Ondan sonra alüminyum paneller veya dekoratif parçalar gelir.
ile fiber lazer kesme makinesi, Programı değiştirirsiniz, parametreleri ayarlarsınız ve devam edersiniz. Yeni bir zımba aleti beklemenize gerek yoktur. Bu, sipariş az olduğunda veya çizim sürekli değiştiğinde zaman kazandırır.
Karmaşık Profiller ve Karışık Siparişler
Lazer kesim, hassas dış profiller, kavisli kesimler, ince kanallar, küçük ve orta ölçekli partiler ve her türlü rastgele veya sıra dışı şekil için idealdir. Lazer kesim ayrıca prototip çalışmaları için de oldukça uygundur, çünkü bir dosyada yapılacak basit bir değişiklik, yeni prototip parçaların hızlı bir şekilde üretilmesine olanak tanır.
Makine muhafazaları, metal mobilya parçaları, asansör panelleri ve özel kaplamalar için bu esneklik önemlidir. Parça kağıt üzerinde basit görünebilir, ancak her müşteri delik konumunu, boyutunu veya dış şeklini değiştirdiğinde, kalıp üretimi sorun haline gelir.
Çok Malzemeli Sac Metal Kesimi
Fiber lazer kesim, paslanmaz çelik, karbon çelik, alüminyum, pirinç ve bakır ve elbette diğer malzemeler için tipik bir işlemdir. Daha önce de belirtildiği gibi, her malzeme belirli bir güç, gaz, odak ve kesim hızı gerektirir, ancak işlemin kendisi esnektir.
Çeşitli malzeme türleriyle çalışan alıcılar için bu gerçek bir avantajdır. Her ürün değişikliği için büyük bir zımba kalıplama ekipmanı kütüphanesi oluşturma ihtiyacını azaltır.
CNC Delme Presinin Daha İyi Bir Seçenek Olduğu Durumlar
CNC pres makineleri, sac metal imalatında hala önemli bir yere sahiptir. Lazer kesim nedeniyle ortadan kaybolmuş bir makine değildir; sadece farklı bir iş türü için daha uygundur.
Parçalarınızda çok sayıda tekrarlanan delik, standart havalandırma deliği, panjur, kabartma veya şekillendirilmiş özellikler varsa, delme işlemi çok pratik olabilir. Takım hazırlandıktan sonra, makine iyi bir hızda istikrarlı parçalar işleyebilir.
Tekrarlanan Delikler ve Standart Desenler
Elektrik panoları iyi bir örnektir. Birçok panelde düzenli delikler, havalandırma delikleri, yuvalar ve standart desenler gereklidir. Bu tür parçalar için, yeterince büyük partilerde CNC pres makinesi parça başına daha hızlı ve daha ucuz olabilir.
Aynı mantık bazı HVAC panelleri, cihaz parçaları ve basit muhafaza parçaları için de geçerlidir. Aynı desen aylar boyunca tekrarlanıyorsa, delme kalıplama işlemini haklı çıkarmak daha kolay hale gelir.
Kalıp Maliyeti ve Parti Kararlılığı
Zayıf nokta, çizimin sık sık değişmesi durumunda ortaya çıkar. Yeni aletler para gerektirir. Alet kurulumu da zaman alır. Eğer bir alıcı sürekli delik boyutunu veya desenini değiştirirse, delme işlemi avantajının bir kısmını kaybeder.
Bu nedenle, yalnızca CNC delme işleminin daha ucuz olup olmadığını sormamalısınız. Ürün tasarımınızın, kullanılan kalıpların uzun süre kullanılabilmesi için yeterince sağlam olup olmadığını da sormalısınız.
Kesme veya Delme Sadece İlk Adımdır
Kesme işlemi sadece başlangıçtır. Sac kesme veya delme işleminden sonra, atölyenin hala şekillendirmeye ihtiyacı vardır. Birçok ürün için bu, pres bükme anlamına gelir.
Düz bir sac levha mükemmel bir şekilde kesilmiş olsa bile, bükme açısı yanlışsa parça yine de başarısız olur. Dolap çerçevesine uymayabilir. Kaynak sırasında boşluklar bırakabilir. Toz boyama veya son montaj sırasında sorunlara neden olabilir.
Kalıptan çıkarma şekli oluşturur, bükme ise parçayı oluşturur.
Lazer kesim ve delme işlemleriyle ham parça hazırlanır. CNC pres bükme makinesi bu ham parçayı dolap, braket, kapak, kapı, çerçeve, kanal veya makine paneline dönüştürür.
Bu nedenle bükme işlemi, ekipman seçimi sürecinin bir parçası olmalıdır. Bir atölye hızlı kesim makinesi satın alabilir, ancak bükme kurulumunun çok uzun sürmesi nedeniyle teslimatın yine de geciktiğini fark edebilir.
Kesim Sonrası Tipik Darboğazlar
Sık karşılaşılan sorunları bulmak zor değil. Yanlış açı. Uzun kurulum süresi. Yavaş takım değiştirme. Arka dayama ayarı. Deneme bükmeleri. Hurda parçalar. Kaynak öncesi yeniden işleme.
Bu sorunlar tek tek bakıldığında küçük görünse de her gün zamanımızı tüketiyor. Çeşitli sac işleme türlerinde, bükme istasyonu genellikle üretim ritminin bozulduğu yer haline geliyor.
Hibrit Servo CNC Pres Freninin Ürün Yelpazesindeki Yeri
Burası Zafer Endüstrisi Daha doğal bir şekilde tanıtılabilir. Şirket, metal işleme alıcıları için lazer sistemleri, CNC şekillendirme ekipmanları ve otomasyon çözümleri ile çalışmaktadır. Hibrit Servo CNC Pres Freni Fiber lazer kesim veya CNC delme işleminden sonraki aşamaya uygundur, çünkü kalıplama yöntemiyle tamamlanamayan parçayı işler.

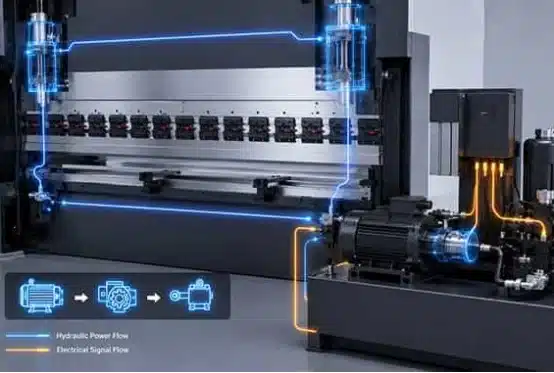
Bu makine, hibrit servo hidrolik tahrik, CNC kontrolü, rijit bir çerçeve, servo CNC arka dayama ve hızlı sıkıştırma ve CNC bombelendirme gibi seçenekler kullanmaktadır. Basitçe söylemek gerekirse, günlük üretim sırasında bükme hassasiyeti, kurulum verimliliği ve istikrarlı şekillendirme için tasarlanmıştır.
Fiber Lazer Kesiminden Sonra
Lazer kesim parçalarının şekli ve boyutu sıklıkla değişir. Bu da pres bükme makinesinin sık program değişikliklerini de yönetmesi gerektiği anlamına gelir. Hibrit Servo CNC Pres Freni CNC programlama ve tekrarlanabilir arka dayama konumlandırması, manuel kontrolü azaltabileceği için burada faydalıdır.
Makine muhafazaları, asansör panelleri, metal mobilyalar ve özel kaplamalar için bu, atölyenin kesimden bükmeye geçişini, kurulumda çok fazla zaman kaybetmeden gerçekleştirmesine yardımcı olur.
CNC Delme İşleminden Sonra
Delikli parçalar genellikle daha tekrarlayıcıdır, ancak bükme işleminin yine de delme hızına uyması gerekir. Elektrik panoları, havalandırma panelleri ve muhafaza parçaları birçok deliğe sahip olabilir, ancak nihai gövde yine de doğru bükümlere bağlıdır.
Eğer pres freni yeterli hızı sağlayamazsa, delme avantajı kısmen boşa gider. İstikrarlı bükme, atölyenin kesmeden montaja kadar daha temiz bir akış sağlamasına yardımcı olur.
Hibrit Servo Pres Freni İmalat Verimliliğini Nasıl Artırıyor?
Bir pres bükme makinesi satın alırken, sadece tonaja bakmak yeterli değildir; alıcı aslında makinenin performansını tekrarlayıp tekrarlayamayacağını, operatörün işten işe yeterince hızlı geçiş yapıp yapamayacağını ve uzun parçaların uçtan uca gerekli açıyı koruyup koruyamayacağını bilmek ister.
Günlük Üretim için Servo Hidrolik Tahrik Sistemi
Hibrit servo pres freni, hidrolik şekillendirme gücünü korurken, servo sistemi hareket ve enerji kullanımını kontrol etmeye yardımcı olur. Bu özellik, paslanmaz çelik, karbon çelik, alüminyum, galvanizli çelik ve orta kalınlıktaki parçaların büküldüğü atölyeler için kullanışlıdır.
Eski hidrolik sistemler, makine bükülme yapmadığında bile yüksek performansla çalışmaya devam edebilir. Servo hidrolik pres freni, uzun vardiyalar sırasında enerji ve ısı kaybını azaltabilir. Bu aynı zamanda atölyenin daha sessiz ve temiz çalışmasına da yardımcı olur.
CNC Arka Dayama ve Hızlı Kurulum
Arka dayama hassasiyeti, bükme pozisyonunu doğrudan etkiler. Bükme çizgisi hareket ederse, nihai parça yerine oturmayabilir. Servo CNC arka dayama, bir parti boyunca konumlandırmanın tekrarlanabilir olmasını sağlamaya yardımcı olur.
Çeşitli ürünlerin üretildiği durumlarda hızlı sıkıştırma da önemlidir. Operatörler bir vardiya içinde birkaç kez alet değiştirebilirler. Her seferinde birkaç dakika tasarruf etmek, haftanın sonunda gerçek üretim süresine dönüşür.
Uzun Parçalar için CNC Taç Şekillendirme
Uzun parçalarda, makine sapması nedeniyle merkez ile iki uç arasında genellikle açı farklılıkları bulunur. CNC bombeli şekillendirme bu farkı telafi etmeye yardımcı olur.
Bu durum, dolap kapakları, uzun kapaklar, çerçeveler, asansör panelleri ve montajı etkileyebilecek küçük bir açı farkının bile söz konusu olduğu diğer parçalar için önemlidir.
Lazer veya Delme İşleminden Sonra Doğru Pres Frenini Nasıl Seçersiniz?
Daha büyük bir pres bükme makinesi her zaman daha iyi bir seçim değildir. Doğru makine, malzemenize, kalınlığına, bükme uzunluğuna, parça derinliğine, takım ekipmanınıza ve üretim hacminize uygun olmalıdır.
Tonajı Malzeme ve Kalınlığa Uygun Hale Getirin
Tonaj, sac kalınlığına, malzeme mukavemetine, V açıklığına ve bükme uzunluğuna bağlıdır. Paslanmaz çelik, aynı bükme koşullarında genellikle yumuşak çeliğe göre daha fazla kuvvete ihtiyaç duyar. Alüminyumun şekillendirilmesi daha kolay olabilir, ancak yine de doğru yarıçap ve alet gerektirir.
Küçük kutular, braketler ve ince sac parçalar için daha düşük tonaj yeterli olabilir. Yaygın dolaplar, kapılar ve endüstriyel muhafazalar için orta tonaj genellikle daha pratiktir. Kalın levhalar, uzun levhalar ve ağır yapısal parçalar için daha yüksek tonaj gerekli hale gelir.
Yılda bir kez yapabileceğiniz en kalın kısma göre seçim yapmayın. Sık kullandığınız kısımlardan başlayın.
Bükme uzunluğunu parçanın gerçek boyutuna göre ayarlayın.
Çalışma uzunluğu, gerçek parçalarınızla uyumlu olmalıdır. İşin çoğu küçük braketlerden oluşuyorsa, çok uzun bir makine yer israfına yol açar ve işlemeyi yavaşlatır. Uzun paneller, çerçeveler, kapılar veya kapaklar büküyorsanız, yeterli bükme uzunluğu önemlidir.
İyi bir tedarikçi, modeli önermeden önce çizimleri, malzeme türünü, sac kalınlığını, bükme uzunluğunu ve günlük üretim miktarını sormalıdır.
Eksen Konfigürasyonunu Parça Karmaşıklığına Uygun Hale Getirin
Basit bükümler çok fazla eksene ihtiyaç duymayabilir. Karmaşık parçalar daha fazla arka dayama hareketi, daha iyi konumlandırma ve bazen de bombe kontrolü gerektirir.
Derin parçalar, ofset bükümler, çok flanşlı parçalar ve yüksek çeşitlilikteki siparişler için 6+1 eksenli veya 8+1 eksenli konfigürasyonlar manuel ayarlama ihtiyacını azaltabilir. Temel işler için daha basit bir kurulum daha uygun maliyetli olabilir.
Alıcılar İçin Pratik Seçim Mantığı
Parçalarınız sık sık değişiyorsa, fiber lazer kesimi tercih edin ve bunu esnek bir CNC pres bükme makinesiyle birleştirin.
Parçalarınızda tekrarlanan delikler, panjurlar ve sabit desenler varsa, CNC zımba presi yine de mantıklı olabilir. Ancak yine de zımba makinesiyle aynı hızda çalışan bir pres frenine ihtiyacınız vardır.
Atölyenizde birçok farklı sac metal parça işleniyorsa, lazer kesim ve hibrit servo CNC pres freni genellikle daha kolay yönetilebilir.
Atölyenizde tekrarlanan yapılara sahip elektrik panoları veya panelleri üretiyorsanız, pres makinesi ve CNC bükme presi çok pratik bir kombinasyon olabilir.
Mesele basit. Üretim hattına bakmadan makineleri tek tek seçmeyin. Kesme hızı, delme maliyeti, bükme ayarı ve montaj uyumu, hepsi aynı üretim sonucuna aittir.
Sonuç
Fiber lazer ile CNC pres makinesi karşılaştırması faydalı olsa da, bu karşılaştırma sadece kesme aşamasında kalmamalıdır. Fiber lazer kesim, esnek şekiller ve değişen siparişler için daha iyidir. CNC pres makinesi ise tekrarlanan delikler, panjurlar ve istikrarlı partiler için daha uygundur.
Yine de, her iki işlem de yalnızca düz sac levhayı hazırlar. Nihai sac metal parça, bükme işlemine bağlıdır.
Bu nedenle Hibrit Servo CNC Pres Freni bu tartışmada yer almayı hak ediyor. Kesme, delme, bükme, kaynak ve montajı daha istikrarlı bir şekilde birleştirmeye yardımcı olur. Servo hidrolik tahrik, CNC kontrolü, servo CNC arka dayama, hızlı sıkıştırma, CNC bombelendirme ve sağlam çerçevesiyle, bir kesme makinesi teklifinde açıkça görünmeyen birçok günlük sorunu çözer.
Satın almadan önce, parça çizimlerinizi, malzeme listesini, kalınlık aralığını, bükme uzunluğunu, parti büyüklüğünü ve operatör iş akışını kontrol edin. Model seçimi, kurulum, eğitim için, hizmet desteği, veya iletişim bilgileri, Bu nedenle, yalnızca bir işlemde en hızlı makineyi seçmek yerine, kesme ve bükme işlemlerinin tüm aşamalarını birlikte onaylamak daha iyidir.
Sık Sorulan Sorular
S1: Sac metal imalatında fiber lazer kesim mi yoksa CNC delme mi daha iyidir?
A1: Fiber lazer kesim, esnek profiller, karışık siparişler, karmaşık konturlar ve sık tasarım değişiklikleri için daha iyidir. CNC delme ise tekrarlanan delikler, havalandırma delikleri, panjurlar, kabartma ve istikrarlı yüksek hacimli desenler için hala kullanışlıdır.
S2: Fiber lazer kesim, CNC delme işleminin yerini tamamen alabilir mi?
A2: Her zaman değil. Fiber lazer kesim, birçok esnek işlemde delme işleminin yerini alabilir, ancak parçalarda tekrarlanan delikler veya şekillendirilmiş özellikler varsa ve parti büyüklüğü yeterince büyükse, CNC delme presi hala değerlidir.
S3: CNC delme işlemi, fiber lazer kesiminden daha mı ucuz?
A3: Tasarım istikrarlıysa ve kalıp uzun süre kullanılıyorsa, parça başına maliyet daha düşük olabilir. Tasarım sık sık değişirse, kalıp maliyeti ve kurulum süresi bu avantajı azaltabilir.
S4: Lazer kesim veya delme işleminden sonra neden hala pres bükme makinesine ihtiyaç duyulur?
A4: Kesme ve delme işlemleri yalnızca düz sac levhayı oluşturur. Pres bükme makinesi ise parçayı dolaplar, braketler, paneller, kapaklar, çerçeveler, kanallar ve diğer kullanılabilir sac metal bileşenlerine dönüştürür.
S5: Lazer kesimden sonra en iyi bükme çözümü nedir?
A5: Çok çeşitli sac metal işleme işlemlerinde, lazer kesimden sonra genellikle hassas arka dayama konumlandırmasına, hızlı takım değişimine ve bombeli destek özelliğine sahip bir CNC pres bükme makinesi daha uygun bir seçenektir.
S6: Hibrit Servo CNC Pres Frenini modern atölyeler için kullanışlı kılan nedir?
A6: Hidrolik bükme kuvvetini servo kontrolü, CNC programlama, tekrarlanabilir arka dayama konumlandırması, daha düşük enerji israfı ve istikrarlı bükme hassasiyeti ile birleştirir.
S7: Pres freninin hassasiyeti kaynak ve montajı etkiler mi?
A7: Evet. Bükme açıları veya bükme pozisyonları yanlışsa, kaynaklı parçalarda boşluklar oluşabilir, dolaplar düzgün kapanmayabilir ve montaj ekiplerinin ek düzeltme yapması gerekebilir.
S8: CNC bombelendirme, pres freni bükme doğruluğunu nasıl iyileştirir?
A8: CNC bombeli şekillendirme, özellikle uzun parçalarda, bükme sırasında makine sapmasını telafi eder. Açının merkezden her iki uca kadar daha tutarlı kalmasına yardımcı olur.
S9: Bir CNC pres bükme makinesi için doğru tonajı nasıl seçersiniz?
A9: Tonaj, malzeme türüne, sac kalınlığına, büküm uzunluğuna, V açıklığına, büküm yarıçapına ve her gün ürettiğiniz ana parçalara göre seçilmelidir.