










Когда цех по обработке листового металла сравнивает волоконный лазер и станок с ЧПУ для штамповки, первый вопрос обычно прост: какой из них режет быстрее? Вполне резанный вопрос: что дешевле и что лучше для наших деталей? Однако стоимость — не единственный фактор. Суть обработки листового металла заключается в том, чтобы довести плоский кусок металла до состояния, когда его можно согнуть в соответствии со спецификациями. Во многих случаях процесс гибки может как обеспечить качество детали, так и привести к ее повреждению, независимо от того, соответствует она спецификациям или нет.
В этой статье выбор рассматривается с более практической точки зрения. Сначала мы сравним лазерную резку волоконным лазером и штамповку с ЧПУ. Затем мы рассмотрим, что происходит после вырубки, особенно то, какое место в производственной линии занимает гибридный сервоприводной листогибочный пресс с ЧПУ.
Краткий ответ: волоконный лазер против станка с ЧПУ для штамповки.
Волоконно-лазерная резка, как правило, лучше всего подходит для резки гибких форм, небольших тиражей, сложных деталей и заказов с изменяющейся формой. Для изменения формы не требуется специальный штамповочный инструмент, поэтому она отлично подходит для смешанного производства.
Станки с ЧПУ для штамповки лучше всего подходят для деталей с большим количеством повторяющихся отверстий, жалюзи, тиснения и т. д. Стабильные детали из листового металла, изготавливаемые в больших объемах, идеально подходят для штамповки на станках с ЧПУ. Поскольку конструкция редко меняется в течение длительного времени, затраты на оснастку для штамповки можно распределить на множество деталей.
Однако ни один из этих процессов сам по себе не завершает изготовление конечного компонента. В большинстве цехов точность гибки, время, необходимое для настройки листогибочного пресса, и стабильность процесса формовки имеют решающее значение для превращения заготовки в качественную деталь.
Главное различие в одном предложении
Волоконно-лазерная резка обеспечивает большую свободу в формировании форм. Станки с ЧПУ обеспечивают высокую эффективность при обработке повторяющихся отверстий и узоров.
Почему окончательный выбор зависит от всей линейки продукции
Если резка выполняется быстро, а гибка остается медленной, детали скапливаются рядом с листогибочным прессом. Если штамповка эффективна, но углы гибки нестабильны, сварка и сборка все равно занимают дополнительное время. Поэтому лучший выбор зависит от всей линии по обработке листового металла, а не только от вырубного станка.
Когда лазерная резка волоконным лазером — лучший выбор.
Волоконно-лазерная резка обычно является более безопасным вариантом, если детали часто меняются. Многие цеха работают именно так. В один день они режут крышки из нержавеющей стали. На следующий день — кронштейны из углеродистой стали. После этого поступают алюминиевые панели или декоративные детали.
С станок для лазерной резки волоконным лазером, Вы меняете программу, корректируете параметры и продолжаете работу. Нет необходимости ждать появления нового штамповочного инструмента. Это экономит время, когда заказ небольшой или чертеж постоянно меняется.
Сложные профили и смешанные порядки
Лазерная резка идеально подходит для точной обработки внешних профилей, криволинейных вырезов, тонких пазов, небольших и средних партий, а также любых произвольных или необычных форм. Лазерная резка также отлично подходит для изготовления прототипов, поскольку простая корректировка файла позволяет быстро изготавливать новые прототипные детали.
Для корпусов машин, металлических мебельных деталей, панелей лифтов и нестандартных крышек такая гибкость имеет значение. Деталь может выглядеть простой на бумаге, но когда каждый клиент меняет положение отверстий, их размер или внешнюю форму, изготовление оснастки становится проблемой.
Резка листового металла из различных материалов
Волоконно-лазерная резка — это типичный процесс для нержавеющей стали, углеродистой стали, алюминия, латуни, меди и, конечно же, других материалов. Как уже упоминалось, для каждого материала требуются определённые параметры мощности, газа, фокусировки и скорости резки, но сам процесс достаточно гибкий.
Для покупателей, работающих с различными типами материалов, это настоящее преимущество. Это снижает необходимость создания обширной библиотеки штамповочных инструментов для каждой смены продукта.
Когда станок с ЧПУ для штамповки — лучший выбор
Станки с ЧПУ для штамповки по-прежнему занимают важное место в обработке листового металла. Это не станок, исчезнувший из-за лазерной резки. Он просто лучше подходит для другого вида работ.
Если ваши детали имеют множество повторяющихся отверстий, стандартных вентиляционных отверстий, жалюзи, тиснения или формованных элементов, то штамповка может быть очень практичным решением. После того, как оснастка будет готова, станок сможет обрабатывать стабильные детали с высокой скоростью.
Повторяющиеся отверстия и стандартные узоры
Хорошим примером являются электрощиты. Во многих панелях необходимы стандартные отверстия, вентиляционные отверстия, пазы и шаблоны. Для таких деталей станок с ЧПУ может быть быстрее и дешевле в расчете на единицу продукции, если партия достаточно большая.
Та же логика применима к некоторым панелям управления системами отопления, вентиляции и кондиционирования, деталям бытовой техники и простым элементам корпусов. Если одна и та же закономерность повторяется из месяца в месяц, целесообразность использования штамповочного инструмента становится более очевидной.
Стоимость оснастки и стабильность партии
Слабое место проявляется, когда чертеж часто меняется. Новые инструменты стоят денег. Настройка инструмента также занимает время. Если покупатель постоянно меняет размер или расположение отверстий, пробивка теряет часть своих преимуществ.
Поэтому не стоит задаваться вопросом только о том, дешевле ли штамповка на станках с ЧПУ. Спросите, достаточно ли стабильна конструкция вашего изделия, чтобы использовать этот инструмент в течение длительного времени.
Почему резка или пробивка — это только первый шаг
Вырубка — это только начало. После резки или штамповки листового металла цеху еще предстоит формовка. Для многих изделий это означает гибку на листогибочном прессе.
Плоский лист может быть идеально вырезан, но если угол изгиба неправильный, деталь все равно выйдет из строя. Она может не подойти к раме шкафа. При сварке могут остаться зазоры. Это может вызвать проблемы при порошковой покраске или окончательной сборке.
Вырубка придает форму, гибка — форму детали.
Лазерная резка и штамповка подготавливают заготовку. Затем листогибочный пресс с ЧПУ превращает эту заготовку в шкаф, кронштейн, крышку, дверь, раму, воздуховод или панель станка.
Вот почему процесс гибки должен быть частью того же решения, что и выбор оборудования. Мастерская может приобрести высокоскоростной станок для резки, а затем обнаружить, что поставка все равно задерживается из-за того, что настройка гибочного станка занимает слишком много времени.
Типичные узкие места после сокращения
Распространённые проблемы обнаружить несложно. Неправильный угол. Длительная подготовка. Медленная смена инструмента. Регулировка заднего упора. Пробные изгибы. Бракованные детали. Переделка перед сваркой.
Эти проблемы по отдельности незначительны, но отнимают время каждый день. При работе с листовым металлом различной конфигурации гибочный станок часто становится местом, где нарушается производственный ритм.
Где место гибридного сервоприводного листогибочного пресса с ЧПУ в производственной линии?
Вот где Промышленность Победы можно представить более естественно. Компания работает с лазерными системами, оборудованием для ЧПУ-формовки и решениями по автоматизации для заказчиков металлообработки. Гибридный сервоприводной листогибочный пресс с ЧПУ Подходит для этапа, следующего за лазерной резкой или штамповкой на станке с ЧПУ, поскольку обрабатывает детали, которые невозможно завершить методом вырубки.

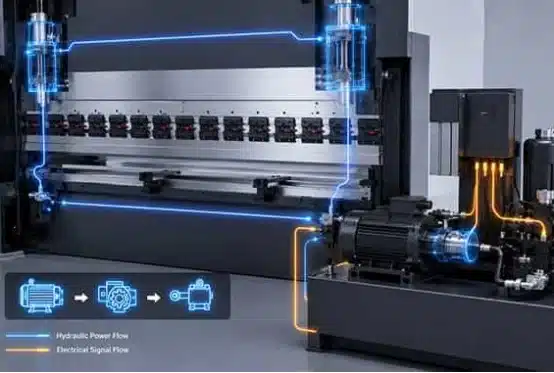
Станок использует гибридный сервогидравлический привод, ЧПУ-управление, жесткую раму, сервоприводной задний упор с ЧПУ и такие опции, как быстрое зажимание и ЧПУ-обработка выпуклостей. Проще говоря, он создан для обеспечения точности гибки, эффективности настройки и стабильной формовки в процессе ежедневного производства.
После лазерной резки волоконным лазером
Детали, вырезанные лазером, часто меняют форму и размер. Это означает, что листогибочный пресс также должен справляться с частыми изменениями программы. Гибридный сервоприводной листогибочный пресс с ЧПУ В данном случае это полезно, поскольку программирование ЧПУ и повторяемое позиционирование заднего упора позволяют сократить объем ручной проверки.
При изготовлении корпусов для оборудования, панелей лифтов, металлической мебели и нестандартных покрытий это позволяет цеху переходить от резки к гибке без значительных затрат времени на подготовку.
После штамповки на станке с ЧПУ
Изготовление деталей методом штамповки часто требует большей повторяемости, но скорость гибки все равно должна соответствовать скорости штамповки. В электрических шкафах, вентиляционных панелях и элементах корпусов может быть много отверстий, но качество конечного изделия все равно зависит от точности гибки.
Если листогибочный пресс не справляется, преимущество в точности штамповки частично теряется. Стабильная гибка помогает цеху поддерживать более плавный поток от вырубки до сборки.
Как гибридный сервоприводной листогибочный пресс повышает эффективность изготовления
При покупке листогибочного пресса важно учитывать не только тоннаж, но и то, насколько стабильной будет работа станка, сможет ли оператор быстро переключаться между задачами и сможет ли он сохранять требуемый угол наклона длинных деталей от начала до конца.
Сервогидравлический привод для ежедневного производства
Гибридный сервоприводной листогибочный пресс сохраняет гидравлическую мощность формовки, но сервосистема помогает контролировать движение и потребление энергии. Это полезно для цехов, занимающихся гибкой нержавеющей стали, углеродистой стали, алюминия, оцинкованной стали и деталей средней толщины.
Старые гидравлические системы могут продолжать работать с перегрузками даже тогда, когда станок не подвергается изгибам. Сервогидравлический листогибочный пресс позволяет сократить потери энергии и тепла во время длительных смен. Это также способствует более тихой и экологичной работе цеха.
Задний упор для станка с ЧПУ и быстрая настройка
Точность заднего упора напрямую влияет на положение гибочного узла. Если линия гибки смещается, готовая деталь может не подойти. Задний упор с сервоприводом и ЧПУ помогает обеспечить повторяемость позиционирования в рамках всей партии.
Для производства с широким ассортиментом продукции быстрая фиксация инструмента также имеет значение. Операторы могут менять инструмент несколько раз за смену. Экономия нескольких минут каждый раз превращается в реальное производственное время к концу недели.
Обработка корончатой формы на станках с ЧПУ для длинных деталей
Из-за деформации при обработке на станке длинные детали часто имеют разницу углов между центром и двумя концами. Обработка на станке с ЧПУ помогает это компенсировать.
Это важно для дверц шкафов, длинных крышек, рам, панелей лифтов и других деталей, где даже небольшое изменение угла может повлиять на сборку.
Как выбрать подходящий листогибочный пресс после лазерной или штамповочной обработки
Более крупный листогибочный пресс не всегда является лучшим выбором. Подходящий станок должен соответствовать материалу, толщине, длине гибки, глубине детали, оснастке и объему производства.
Подберите тоннаж в соответствии с материалом и толщиной.
Усилие, необходимое для изгиба, зависит от толщины листа, прочности материала, ширины V-образного отверстия и длины изгиба. Для нержавеющей стали обычно требуется большее усилие, чем для низкоуглеродистой стали при одинаковых условиях изгиба. Алюминий может быть проще в формовке, но для него все равно необходимы правильный радиус и оснастка.
Для небольших коробок, кронштейнов и тонколистовых деталей может быть достаточно меньшей грузоподъемности. Для обычных шкафов, дверей и промышленных корпусов часто более практична средняя грузоподъемность. Для толстых листов, длинных листов и тяжелых конструкционных деталей требуется более высокая грузоподъемность.
Не выбирайте только самую толстую часть, которую вы, возможно, будете готовить раз в год. Начните с тех частей, которые вам чаще всего попадаются.
Подберите длину изгиба в соответствии с реальным размером детали.
Рабочая длина должна соответствовать фактической длине изготавливаемых деталей. Если большая часть работы связана с небольшими кронштейнами, то слишком длинный станок занимает лишнее место и замедляет обработку. Если же вы сгибаете длинные панели, рамы, двери или крышки, то достаточная длина для сгибания имеет важное значение.
Хороший поставщик должен запросить чертежи, тип материала, толщину листа, длину изгиба и суточную производительность, прежде чем рекомендовать модель.
Согласуйте конфигурацию осей со сложностью детали.
Для простых изгибов может не потребоваться много осей. Для сложных деталей необходимо больше перемещений заднего упора, более точное позиционирование, а иногда и контроль выпуклости.
Для деталей большой глубины, изогнутых деталей со смещением, деталей с несколькими фланцами и заказов с широким ассортиментом продукции конфигурации с 6+1 или 8+1 осями позволяют сократить объем ручной настройки. Для простых работ более простая настройка может оказаться более экономичной.
Практическая логика выбора для покупателей
Если ваши детали часто меняются, выберите лазерную резку волоконным лазером в сочетании с гибким станком с ЧПУ для листогибки.
Если ваши детали имеют повторяющиеся отверстия, жалюзи и устойчивые узоры, то станок с ЧПУ для штамповки все еще может быть целесообразен. Но вам все равно нужен листогибочный пресс, который будет работать в темпе, соответствующем скорости штамповочного станка.
Если в вашей мастерской обрабатывается много различных деталей из листового металла, то лазерная резка в сочетании с гибридным сервоприводным листогибочным прессом с ЧПУ обычно оказывается более удобным решением.
Если ваша мастерская занимается изготовлением электрощитов или панелей с повторяющимися элементами, то сочетание штамповочного пресса и листогибочного пресса с ЧПУ может оказаться очень практичным.
Суть проста. Не выбирайте станки по одному, не взглянув на всю производственную линию. Скорость резки, стоимость штамповки, настройка гибки и точность сборки — все это влияет на один и тот же результат производства.
Вывод
Сравнение лазерной резки и штамповочного станка с ЧПУ — полезный метод, но он не должен ограничиваться этапом вырубки. Лазерная резка лучше подходит для гибких форм и изменяющихся заказов. Штамповка с ЧПУ лучше подходит для повторяющихся отверстий, жалюзи и стабильных партий.
Тем не менее, оба процесса лишь подготавливают плоскую заготовку. Окончательная деталь из листового металла изготавливается методом гибки.
Именно поэтому в этом обсуждении стоит упомянуть гибридный сервоприводной листогибочный пресс с ЧПУ. Он помогает более надежно соединить резку, штамповку, гибку, сварку и сборку. Благодаря сервогидравлическому приводу, ЧПУ-управлению, сервоприводному заднему упору с ЧПУ, быстрому зажиму, ЧПУ-обработке выпуклостей и жесткой раме, он решает множество повседневных проблем, которые не всегда очевидны при оценке стоимости станка для резки.
Перед покупкой проверьте чертежи деталей, спецификацию материалов, диапазон толщин, длину изгиба, размер партии и рабочий процесс оператора. Для выбора модели, установки, обучения..., сервисная поддержка, или контактные данные, Лучше проверить всю настройку для вырубки и гибки одновременно, вместо того чтобы выбирать самый быстрый станок только для одного процесса.
Часто задаваемые вопросы
В1: Является ли лазерная резка волоконным лазером более эффективной, чем штамповка с ЧПУ, при изготовлении изделий из листового металла?
A1: Волоконно-лазерная резка лучше подходит для гибких профилей, смешанных заказов, сложных контуров и частых изменений дизайна. Станки с ЧПУ для штамповки по-прежнему полезны для повторяющихся отверстий, вентиляционных отверстий, жалюзи, тиснения и стабильных высокопроизводительных моделей.
Вопрос 2: Может ли лазерная резка волоконным лазером полностью заменить штамповку с ЧПУ?
A2: Не всегда. Волоконно-лазерная резка может заменить штамповку во многих гибких процессах, но станки с ЧПУ для штамповки по-прежнему имеют ценность, когда детали имеют повторяющиеся отверстия или формованные элементы, а размер партии достаточно велик.
Вопрос 3: Станки с ЧПУ для штамповки дешевле, чем волоконно-лазерная резка?
A3: При стабильной конструкции и длительном использовании оснастки стоимость детали может быть ниже. Если конструкция часто меняется, стоимость оснастки и время на переналадку могут снизить это преимущество.
В4: Почему листогибочный пресс необходим после лазерной резки или штамповки?
A4: Резка и штамповка позволяют получить только плоскую заготовку. Листогибочный пресс формирует из этой детали шкафы, кронштейны, панели, крышки, рамы, воздуховоды и другие пригодные для использования компоненты из листового металла.
В5: Какое решение для гибки является наилучшим после лазерной резки?
A5: Для обработки листового металла с широким ассортиментом материалов после лазерной резки обычно лучше подходит листогибочный пресс с ЧПУ, обеспечивающий точное позиционирование заднего упора, быструю смену инструмента и поддержку для придания формы.
В6: Чем полезен гибридный сервоприводной листогибочный пресс с ЧПУ в современных мастерских?
A6: Он сочетает в себе гидравлическое усилие гибки с сервоуправлением, программированием ЧПУ, повторяемым позиционированием заднего упора, меньшими энергозатратами и стабильной точностью гибки.
В7: Влияет ли точность листогибочного пресса на сварку и сборку?
A7: Да. Если углы или положения изгиба неправильные, сварные детали могут оставлять зазоры, шкафы могут закрываться неплотно, и сборочным бригадам может потребоваться дополнительная корректировка.
В8: Как обработка корончатой формы на станке с ЧПУ повышает точность гибки на листогибочном прессе?
A8: Обработка на станке с ЧПУ компенсирует деформацию детали во время гибки, особенно длинных деталей. Это помогает поддерживать более равномерный угол от центра до обоих концов.
В9: Как выбрать оптимальный тоннаж для листогибочного пресса с ЧПУ?
A9: Выбор тоннажа должен основываться на типе материала, толщине листа, длине изгиба, диаметре V-образного отверстия, радиусе изгиба и основных деталях, которые вы производите ежедневно.