










Quando uma oficina de chapas metálicas compara o corte a laser de fibra com a puncionadeira CNC, a primeira pergunta geralmente é simples: qual corta mais rápido? Uma pergunta pertinente seria qual é mais barato e qual é melhor para as nossas peças. No entanto, o custo não é o único fator. A verdadeira natureza da fabricação de chapas metálicas é transformar uma peça plana de metal em um ponto onde ela possa ser dobrada para atender às especificações. Em muitos casos, o processo de dobra pode determinar se uma peça atende ou não às especificações.
Este artigo analisa a escolha de uma forma mais prática. Primeiro, comparamos o corte a laser de fibra e a punção CNC. Em seguida, examinamos o que acontece após o corte, especialmente onde uma prensa dobradeira CNC servo híbrida se encaixa na linha de produção.
Resposta rápida: Laser de fibra versus prensa de puncionamento CNC
O corte a laser de fibra é geralmente a melhor opção para cortar formas flexíveis, lotes de produção curtos, peças complexas e pedidos variáveis. Não requer ferramentas de punção especiais para alterar o formato, sendo ideal para produção mista.
A punção CNC é mais adequada para peças com muitos furos repetidos, venezianas, relevos, etc. Peças de chapa metálica estáveis e produzidas em alto volume são candidatas ideais para punção CNC. Como os projetos raramente mudam ao longo do tempo, o custo das ferramentas de punção pode ser diluído entre várias peças.
Mas nenhum dos processos, por si só, completa o componente final. Na maioria das oficinas, a precisão da dobra, o tempo de preparação da prensa dobradeira e a consistência do processo de conformação são cruciais para transformar uma peça bruta em uma peça de qualidade.
A principal diferença em uma frase
O corte a laser de fibra oferece maior liberdade de criação de formas. A prensa de puncionamento CNC proporciona alta eficiência na repetição de furos e padrões.
Por que a escolha final depende de toda a linha
Se o corte se torna rápido, mas a dobra permanece lenta, as peças se acumulam ao lado da prensa dobradeira. Se a punção é eficiente, mas os ângulos de dobra não são estáveis, a soldagem e a montagem ainda demandam tempo adicional. Portanto, a melhor escolha depende da linha completa de fabricação de chapas metálicas, e não apenas da máquina de corte.
Quando o corte a laser de fibra é a melhor opção
O corte a laser de fibra geralmente é a opção mais segura quando as peças mudam com frequência. Muitas oficinas mecânicas trabalham dessa forma. Num dia, cortam tampas de aço inoxidável. No dia seguinte, cortam suportes de aço carbono. Depois disso, chegam os painéis de alumínio ou as peças decorativas.
Com um máquina de corte a laser de fibra, Você altera o programa, ajusta os parâmetros e continua. Não é preciso esperar por uma nova ferramenta de puncionamento. Isso economiza tempo quando o pedido é pequeno ou o desenho está em constante mudança.
Perfis complexos e ordens mistas
O corte a laser é ideal para perfis externos precisos, cortes curvos, ranhuras finas, lotes de produção pequenos a médios e qualquer formato irregular ou incomum. O corte a laser também é altamente adequado para prototipagem, pois uma simples alteração em um arquivo permite a produção rápida de novas peças protótipo.
Para gabinetes de máquinas, peças de mobiliário metálico, painéis de elevadores e coberturas personalizadas, essa flexibilidade é fundamental. A peça pode parecer simples no papel, mas quando cada cliente altera a posição, o tamanho ou o formato externo dos furos, a produção de ferramentas torna-se um problema.
Corte de chapas metálicas multimateriais
O corte a laser de fibra é o processo típico para aço inoxidável, aço carbono, alumínio, latão e cobre, além de outros materiais. Como mencionado anteriormente, cada material requer uma determinada potência, gás, foco e velocidade de corte, mas o processo em si é flexível.
Para compradores que trabalham com muitos tipos de materiais, isso representa uma grande vantagem. Reduz a necessidade de criar uma grande biblioteca de ferramentas de punção para cada mudança de produto.
Quando a prensa de puncionamento CNC é a melhor escolha
A prensa puncionadeira CNC ainda tem um papel importante na fabricação de chapas metálicas. Não é uma máquina que desapareceu por causa do corte a laser. Ela simplesmente se tornou mais adequada para um tipo diferente de trabalho.
Se suas peças tiverem muitos furos repetidos, aberturas padrão, venezianas, relevos ou detalhes moldados, a punção pode ser muito prática. Uma vez que as ferramentas estejam prontas, a máquina pode processar peças estáveis em alta velocidade.
Furos repetidos e padrões padrão
Os painéis elétricos são um bom exemplo. Muitos painéis precisam de furos, aberturas de ventilação, ranhuras e padrões padronizados. Para esse tipo de peça, uma prensa puncionadeira CNC ainda pode ser mais rápida e econômica por unidade quando o lote é grande o suficiente.
A mesma lógica se aplica a alguns painéis de sistemas de climatização, peças de eletrodomésticos e componentes simples de gabinetes. Se o mesmo padrão se repete mês após mês, o uso de ferramentas de estampagem torna-se mais fácil de justificar.
Custo de ferramental e estabilidade do lote
O ponto fraco surge quando o desenho muda com frequência. Novas ferramentas custam dinheiro. A preparação das ferramentas também leva tempo. Se um comprador fica mudando o tamanho ou o padrão dos furos, a punção perde parte de sua vantagem.
Portanto, você não deve perguntar apenas se a estampagem CNC é mais barata. Pergunte-se se o projeto do seu produto é suficientemente estável para suportar o uso das ferramentas por um longo período.
Por que cortar ou socar é apenas o primeiro passo
O corte é apenas o começo. Após o corte ou punção da chapa metálica, a oficina ainda precisa realizar a conformação. Para muitos produtos, isso significa dobra em prensa dobradeira.
Uma chapa plana pode ser cortada perfeitamente, mas se o ângulo de dobra estiver errado, a peça ainda assim falhará. Pode não encaixar na estrutura do gabinete. Pode deixar folgas durante a soldagem. Pode causar problemas durante a pintura eletrostática a pó ou na montagem final.
O corte cria a forma, a dobra cria a peça.
O corte e a perfuração a laser preparam a peça bruta. A prensa dobradeira CNC transforma essa peça bruta em um gabinete, suporte, tampa, porta, moldura, duto ou painel de máquina.
Por isso, o processo de dobra deve ser considerado na decisão de compra do equipamento. Uma oficina pode comprar uma máquina de corte rápida e, mesmo assim, descobrir que a entrega ainda está atrasada porque a configuração da dobra demora muito.
Gargalos típicos após o corte
Os problemas mais comuns não são difíceis de identificar. Ângulo incorreto. Preparação demorada. Troca de ferramenta lenta. Ajuste incorreto do batente traseiro. Dobras de teste. Peças descartadas. Retrabalho antes da soldagem.
Esses problemas são pequenos, um de cada vez, mas consomem tempo diariamente. Em trabalhos com chapas metálicas de alta variedade, a estação de dobra muitas vezes se torna o ponto onde o ritmo de produção é interrompido.
Onde se encaixa a prensa dobradeira CNC servo híbrida na linha de produção
É aqui que Victory Industry pode ser introduzida de forma mais natural. A empresa trabalha com sistemas a laser, equipamentos de conformação CNC e soluções de automação para compradores de fabricação de metal. Prensa dobradeira CNC servo híbrida É ideal para a etapa seguinte ao corte a laser de fibra ou à punção CNC, pois processa a peça que o corte por estampagem não consegue finalizar.

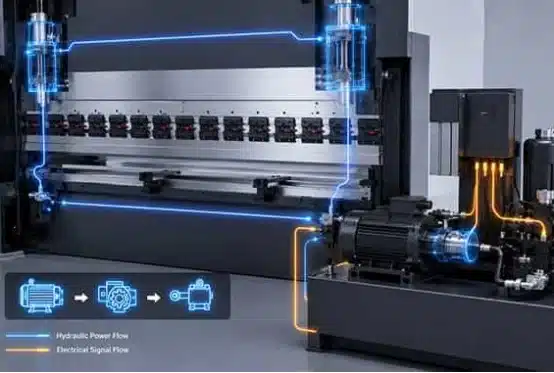
A máquina utiliza acionamento híbrido servo-hidráulico, controle CNC, estrutura rígida, batente traseiro servo-CNC e opções como fixação rápida e compensação de curvatura CNC. Em outras palavras, ela foi projetada para oferecer precisão na dobra, eficiência na configuração e conformação estável durante a produção diária.
Após o corte a laser de fibra
As peças cortadas a laser frequentemente mudam de forma e tamanho. Isso significa que a prensa dobradeira também precisa lidar com mudanças frequentes de programa. Prensa dobradeira CNC servo híbrida É útil neste caso porque a programação CNC e o posicionamento repetível do batente traseiro podem reduzir a verificação manual.
Para gabinetes de máquinas, painéis de elevadores, móveis de metal e capas personalizadas, isso ajuda a oficina a passar do corte para a dobra sem perder muito tempo na preparação.
Após a punção CNC
As peças estampadas costumam ser mais repetitivas, mas a dobra ainda precisa acompanhar a velocidade da estampagem. Painéis elétricos, painéis de ventilação e peças de invólucros podem ter muitos furos, mas o formato final ainda depende de dobras precisas.
Se a prensa dobradeira não conseguir acompanhar o ritmo, a vantagem da punção é parcialmente desperdiçada. Uma dobra estável ajuda a oficina a manter um fluxo mais limpo desde o corte até a montagem.
Como a prensa dobradeira servo híbrida melhora a eficiência de fabricação
Ao comprar uma prensa dobradeira, não se trata apenas de observar a tonelagem; na realidade, o comprador quer saber se a máquina manterá o desempenho, se o operador conseguirá alternar entre trabalhos com rapidez suficiente e se as peças longas manterão o ângulo necessário de ponta a ponta.
Servoacionamento hidráulico para produção diária
Uma prensa dobradeira servo híbrida mantém a potência hidráulica de conformação, mas o sistema servo auxilia no controle do movimento e no consumo de energia. Isso é útil para oficinas que dobram aço inoxidável, aço carbono, alumínio, aço galvanizado e peças de espessura média.
Sistemas hidráulicos mais antigos podem continuar funcionando com esforço mesmo quando a máquina não está sendo dobrada. Uma prensa dobradeira servo-hidráulica pode reduzir o desperdício de energia e o calor durante longos turnos. Isso também contribui para um ambiente de trabalho mais silencioso e limpo.
Batente traseiro CNC e configuração rápida
A precisão do batente traseiro afeta diretamente a posição da dobra. Se a linha de dobra se deslocar, a peça final pode não encaixar corretamente. Um batente traseiro CNC servoacionado ajuda a manter o posicionamento consistente em todo o lote.
Para produção com alta variedade de peças, a fixação rápida também é importante. Os operadores podem trocar de ferramentas várias vezes em um turno. Economizar alguns minutos a cada troca se transforma em tempo real de produção no final da semana.
Retificação CNC de peças longas
Peças longas frequentemente apresentam diferenças angulares entre o centro e as duas extremidades devido à deflexão da máquina. O rebaixamento CNC ajuda a compensar isso.
Isso é importante para portas de armários, tampas compridas, molduras, painéis de elevadores e outras peças onde uma pequena diferença de ângulo pode afetar a montagem.
Como escolher a prensa dobradeira adequada após corte a laser ou puncionamento
Uma prensa dobradeira maior nem sempre é a melhor escolha. A máquina ideal deve ser adequada ao material, espessura, comprimento da dobra, profundidade da peça, ferramentas e volume de produção.
Adequar a tonelagem ao material e à espessura.
A tonelagem necessária depende da espessura da chapa, da resistência do material, da abertura em V e do comprimento da dobra. O aço inoxidável geralmente requer mais força do que o aço comum sob as mesmas condições de dobra. O alumínio pode ser mais fácil de conformar, mas ainda exige o raio e as ferramentas adequadas.
Para caixas pequenas, suportes e peças de chapa fina, uma tonelagem menor pode ser suficiente. Para armários comuns, portas e gabinetes industriais, uma tonelagem média costuma ser mais prática. Para chapas grossas, chapas longas e peças estruturais pesadas, uma tonelagem maior torna-se necessária.
Não escolha apenas pela parte mais grossa que você costuma fazer uma vez por ano. Comece pelas partes que você usa com mais frequência.
Ajuste o comprimento de dobra ao tamanho real da peça.
O comprimento de trabalho deve ser compatível com as peças reais. Se a maior parte do trabalho envolver suportes pequenos, uma máquina muito longa desperdiça espaço e torna o manuseio mais lento. Se você dobrar painéis, molduras, portas ou tampas compridas, um comprimento de dobra suficiente é essencial.
Um bom fornecedor deve solicitar desenhos, tipo de material, espessura da chapa, comprimento da dobra e produção diária antes de recomendar o modelo.
Adequar a configuração do eixo à complexidade da peça.
Dobras simples podem não exigir muitos eixos. Peças complexas precisam de mais movimento do batente traseiro, melhor posicionamento e, às vezes, controle de curvatura.
Para peças profundas, dobras com deslocamento, peças com múltiplas flanges e pedidos com grande variedade de componentes, as configurações de 6+1 eixos ou 8+1 eixos podem reduzir o ajuste manual. Para trabalhos básicos, uma configuração mais simples pode ser mais econômica.
Lógica prática de seleção para compradores
Se suas peças mudam com frequência, opte pelo corte a laser de fibra e combine-o com uma prensa dobradeira CNC flexível.
Se suas peças tiverem furos repetidos, ranhuras e padrões estáveis, uma prensa puncionadeira CNC ainda pode ser uma boa opção. Mas você ainda precisará de uma prensa dobradeira que acompanhe o ritmo da máquina de puncionamento.
Se a sua oficina trabalha com muitas peças de chapa metálica diferentes, o corte a laser combinado com a prensa dobradeira CNC servo híbrida geralmente é mais fácil de gerenciar.
Se a sua oficina fabrica armários ou painéis elétricos com estruturas repetidas, a combinação de prensa puncionadeira e prensa dobradeira CNC pode ser muito prática.
A questão é simples. Não escolha máquinas uma a uma sem analisar a linha de produção. Velocidade de corte, custo de puncionamento, configuração de dobra e encaixe da montagem, tudo isso contribui para o mesmo resultado de produção.
Conclusão
A comparação entre corte a laser de fibra e puncionamento CNC é útil, mas não deve se limitar à etapa de corte. O corte a laser de fibra é mais adequado para formatos flexíveis e pedidos variáveis. O puncionamento CNC é mais indicado para furos repetidos, venezianas e lotes estáveis.
No entanto, ambos os processos preparam apenas a chapa plana. A peça final de chapa metálica depende da dobra.
É por isso que a Prensa Dobradeira CNC Servo Híbrida merece ser mencionada. Ela ajuda a integrar corte, puncionamento, dobra, soldagem e montagem de forma mais estável. Com acionamento servo-hidráulico, controle CNC, batente traseiro servo-CNC, fixação rápida, compensação de curvatura CNC e uma estrutura rígida, ela resolve muitos problemas do dia a dia que não são claramente abordados em orçamentos de máquinas de corte.
Antes de comprar, verifique os desenhos das peças, a lista de materiais, a faixa de espessura, o comprimento da dobra, o tamanho do lote e o fluxo de trabalho do operador. Para seleção de modelo, instalação, treinamento, suporte de serviço, ou detalhes de contato, É melhor confirmar toda a configuração de corte e dobra em conjunto, em vez de escolher a máquina mais rápida apenas para um dos processos.
FAQ
P1: O corte a laser de fibra é melhor do que a punção CNC para a fabricação de chapas metálicas?
A1: O corte a laser de fibra é mais adequado para perfis flexíveis, pedidos mistos, contornos complexos e alterações frequentes de design. A punção CNC ainda é útil para furos repetidos, aberturas de ventilação, venezianas, relevo e padrões estáveis de alto volume.
Q2: O corte a laser de fibra pode substituir completamente a punção CNC?
A2: Nem sempre. O corte a laser de fibra pode substituir a punção em muitos trabalhos flexíveis, mas a puncionadeira CNC ainda tem valor quando as peças têm furos repetidos ou características moldadas e o lote é suficientemente grande.
P3: O corte por puncionamento CNC é mais barato que o corte a laser de fibra?
A3: Pode ser mais barato por peça quando o projeto é estável e as ferramentas são usadas por um longo período. Se o projeto muda com frequência, o custo das ferramentas e o tempo de preparação podem reduzir essa vantagem.
Q4: Por que ainda é necessário usar uma prensa dobradeira depois do corte ou puncionamento a laser?
A4: O corte e a perfuração apenas criam a chapa plana. Uma prensa dobradeira transforma a peça em gabinetes, suportes, painéis, tampas, molduras, dutos e outros componentes de chapa metálica utilizáveis.
Q5: Qual é a melhor solução de dobra após o corte a laser?
A5: Para trabalhos com chapas metálicas de alta variedade, uma prensa dobradeira CNC com posicionamento preciso do batente traseiro, troca rápida de ferramentas e suporte de curvatura geralmente é uma opção melhor após o corte a laser.
Q6: O que torna a prensa dobradeira CNC servo híbrida útil para oficinas modernas?
A6: Combina força de dobra hidráulica com controle servo, programação CNC, posicionamento repetível do batente traseiro, menor desperdício de energia e precisão de dobra estável.
Q7: A precisão da prensa dobradeira afeta a soldagem e a montagem?
A7: Sim. Se os ângulos ou posições de dobra estiverem incorretos, as peças soldadas podem deixar folgas, os gabinetes podem não fechar corretamente e as equipes de montagem podem precisar de correções adicionais.
Q8: Como o rebaixamento CNC melhora a precisão da dobra na prensa dobradeira?
A8: O rebaixo CNC compensa a deflexão da máquina durante a dobra, especialmente em peças longas. Isso ajuda a manter o ângulo mais consistente do centro até as extremidades.
Q9: Como escolher a tonelagem correta para uma prensa dobradeira CNC?
A9: A tonelagem deve ser escolhida de acordo com o tipo de material, espessura da chapa, comprimento da dobra, abertura em V, raio de dobra e as principais peças que você fabrica diariamente.