










板金加工工場がファイバーレーザーとCNCパンチプレスを比較する際、まず最初に浮かぶ疑問は単純明快です。どちらが速く切断できるのか? どちらが安価で、どちらが部品にとってより良いのかという疑問も当然生じます。しかし、コストだけが唯一の要素ではありません。板金加工の本質は、平らな金属板を、仕様に合わせて曲げられる状態にすることです。多くの場合、曲げ加工の工程が、部品が仕様を満たすか否かを左右するのです。.
そこでこの記事では、より実践的な観点から選択肢を検討します。まず、ファイバーレーザー切断とCNCパンチングを比較します。次に、ブランキング後の工程、特にハイブリッドサーボCNCプレスブレーキが生産ラインにどのように組み込まれるのかを見ていきます。.
簡単な回答:ファイバーレーザー vs CNCパンチプレス
ファイバーレーザー切断は、柔軟な形状の切断、小ロット生産、複雑な形状の切断、および変動する注文に最適です。形状変更のための特別なパンチツールは不要なので、混合生産にも適しています。.
CNCパンチングは、繰り返し穴、ルーバー、エンボス加工などが多数ある部品に最適です。安定した大量生産の板金部品は、CNCパンチングの理想的な候補です。長期間にわたって設計が変更されることはほとんどないため、パンチングの金型費用を多くの部品に分散させることができます。.
しかし、どちらの工程も単独では最終部品を完成させることはできません。ほとんどの作業場では、曲げ加工の精度、プレスブレーキのセットアップ時間、成形工程の一貫性が、素材を良質な部品に仕上げる上で非常に重要です。.
主な違いを一文で表すと
ファイバーレーザー切断は、より自由な形状加工を可能にします。CNCパンチプレスは、穴やパターンが繰り返される場合に高い効率を発揮します。.
最終選択が全行程に左右される理由
切断速度が速くても曲げ加工が遅い場合、プレスブレーキの横に部品が積み上がってしまいます。パンチング加工が効率的でも曲げ角度が安定しない場合、溶接や組み立てに余分な時間がかかります。したがって、最適な選択は、ブランキングマシンだけでなく、板金加工ライン全体によって決まります。.
ファイバーレーザー切断がより良い選択肢となる場合
部品の種類が頻繁に変わる場合は、ファイバーレーザー切断の方が一般的に安全な選択肢となります。多くの加工工場はこの方法で作業を行っています。ある日はステンレス鋼製のカバーを切断し、次の日は炭素鋼製のブラケットを切断します。その後、アルミニウム製のパネルや装飾部品が届きます。.
で ファイバーレーザー切断機, プログラムを変更し、パラメータを調整して、次の工程に進む。新しいパンチツールを待つ必要はない。これは、注文量が少ない場合や、図面が頻繁に変更される場合に時間を節約できる。.
複雑なプロファイルと混合オーダー
レーザー切断は、精密な外形加工、曲線加工、細い溝加工、小~中量生産、そしてあらゆる不規則な形状や特殊な形状の加工に最適です。また、レーザー切断は試作品製作にも非常に適しています。ファイルを少し変更するだけで、新しい試作品部品を迅速に製造できるからです。.
機械筐体、金属製家具部品、エレベーターパネル、特注カバーなどにおいては、この柔軟性が重要となる。部品は図面上では単純に見えても、顧客ごとに穴の位置、サイズ、外形などが変更されると、金型製作が問題となる。.
複数素材の板金切断
ファイバーレーザー切断は、ステンレス鋼、炭素鋼、アルミニウム、真鍮、銅、そしてもちろんその他の材料にも一般的に用いられる加工方法です。前述の通り、材料ごとに必要な出力、ガス量、焦点、切断速度は異なりますが、加工プロセス自体は柔軟性があります。.
多様な材料を扱うバイヤーにとって、これは大きなメリットです。製品変更のたびに大規模なパンチ金型ライブラリを構築する必要性を軽減できます。.
CNCパンチプレスがより良い選択肢となる場合
CNCパンチプレスは、板金加工において依然として重要な役割を担っています。レーザー切断機の登場によって姿を消した機械ではありません。ただ、用途が異なるだけです。.
部品に多数の繰り返し穴、標準的な通気孔、ルーバー、エンボス加工、または成形された形状がある場合、パンチング加工は非常に実用的です。金型が完成すれば、機械は安定した部品を高速で加工できます。.
繰り返し穴と標準パターン
電気キャビネットはその良い例です。多くのパネルには、規則的な穴、通気口、スロット、および標準的なパターンが必要です。このような部品の場合、十分な量のバッチを生産すれば、CNCパンチプレス機の方が、1個あたりの速度とコスト効率の面で優れている場合があります。.
同様の考え方は、一部の空調パネル、家電部品、および単純な筐体部品にも当てはまります。同じパターンが毎月繰り返される場合、打ち抜き金型の使用は正当化しやすくなります。.
金型コストとバッチ安定性
弱点は、図面が頻繁に変更される場合に現れます。新しい工具には費用がかかります。工具のセットアップにも時間がかかります。購入者が穴のサイズやパターンを頻繁に変更する場合、パンチング加工の利点が一部失われます。.
ですから、CNCパンチング加工が安いかどうかだけを問うべきではありません。製品設計が、その金型を長期間使用できるほど安定しているかどうかを問うべきです。.
切断や穴あけが最初のステップに過ぎない理由
ブランキングはほんの始まりに過ぎません。板金の切断や打ち抜きの後には、成形作業が続きます。多くの製品にとって、それはプレスブレーキによる曲げ加工を意味します。.
平らな板材を完璧に切断できたとしても、曲げ角度が間違っていれば、部品は不良品となる。キャビネットのフレームに合わなかったり、溶接時に隙間が生じたり、粉体塗装や最終組み立て時に問題が発生したりする可能性がある。.
ブランキングで形状を作り、曲げ加工で部品を作る
レーザー切断とパンチングによってブランク材が準備されます。CNCプレスブレーキは、そのブランク材をキャビネット、ブラケット、カバー、ドア、フレーム、ダクト、または機械パネルに加工します。.
そのため、曲げ加工工程は設備選定の際に考慮に入れるべきなのです。例えば、高速切断機を購入しても、曲げ加工の段取りに時間がかかりすぎて納期が遅れるといった事態が起こり得ます。.
切断後の典型的なボトルネック
よくある問題点は簡単に見つけられます。角度の間違い、長い段取り時間、工具交換の遅さ、バックゲージの調整、試し曲げ、不良部品、溶接前の再加工などです。.
これらの問題は一つ一つは些細なものだが、毎日積み重なって時間を浪費する。多品種少量生産の板金加工では、曲げ加工ステーションが生産リズムを崩す場所になりがちだ。.
ハイブリッドサーボCNCプレスブレーキが製品ラインの中でどのような位置づけになるか
ここは ウイニングインダストリー より自然な形で導入できます。同社は、金属加工の購入者向けにレーザーシステム、CNC成形装置、自動化ソリューションを提供しています。 ハイブリッドサーボCNCプレスブレーキ ファイバーレーザー切断やCNCパンチング後の工程に適しています。なぜなら、ブランキング加工では仕上げられない部分を処理できるからです。.

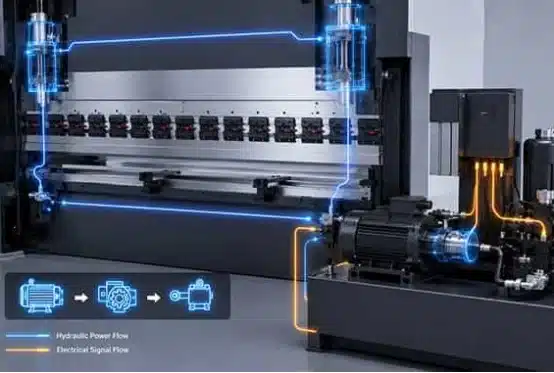
この機械は、ハイブリッドサーボ油圧駆動、CNC制御、剛性の高いフレーム、サーボCNCバックゲージを採用しており、クイッククランプやCNCクラウニングなどのオプションも備えています。つまり、日常の生産において、曲げ精度、段取り効率、そして安定した成形を実現するために設計されています。.
ファイバーレーザー切断後
レーザーカットされた部品は形状やサイズが頻繁に変化する。つまり、プレスブレーキは頻繁なプログラム変更にも対応する必要がある。 ハイブリッドサーボCNCプレスブレーキ CNCプログラミングと再現性の高いバックゲージ位置決めにより、手作業による確認を減らすことができるため、ここではCNCプログラミングが役立ちます。.
機械筐体、エレベーターパネル、金属製家具、特注カバーなどの製造において、この技術は、作業場がセットアップに時間をかけすぎることなく、切断から曲げ加工へとスムーズに移行するのに役立ちます。.
CNCパンチング後
打ち抜き加工された部品は反復作業が多いが、曲げ加工も打ち抜き加工の速度に合わせる必要がある。電気キャビネット、通気パネル、筐体部品には多くの穴が開いている場合があるが、最終的な形状は正確な曲げ加工に左右される。.
プレスブレーキの性能が追いつかない場合、打ち抜き加工の利点が部分的に失われてしまいます。安定した曲げ加工は、打ち抜き加工から組み立てまでの工程の流れをスムーズにするのに役立ちます。.
ハイブリッドサーボプレスブレーキが製造効率を向上させる方法
プレスブレーキを購入する際、単にトン数を見るだけでは十分ではありません。実際には、購入者は機械が常に同じ性能を発揮できるか、オペレーターが作業間を迅速に切り替えられるか、そして長い部品が端から端まで必要な角度を維持できるかを知りたいのです。.
日常生産向けサーボ油圧駆動装置
ハイブリッドサーボプレスブレーキは、油圧による成形力を維持しつつ、サーボシステムによって動作とエネルギー消費を制御します。ステンレス鋼、炭素鋼、アルミニウム、亜鉛メッキ鋼、中厚板などの曲げ加工を行う工場に最適です。.
古い油圧システムは、機械が曲がっていない時でも高負荷で稼働し続けることがあります。サーボ油圧プレスブレーキは、長時間の作業時におけるエネルギーと熱の無駄を削減できます。これにより、作業場の騒音と清掃も軽減されます。.
CNCバックゲージとクイックセットアップ
バックゲージの精度は曲げ位置に直接影響します。曲げ線がずれると、最終部品がうまくはまらない可能性があります。サーボCNCバックゲージを使用することで、バッチ全体を通して位置決めの再現性を確保できます。.
多品種少量生産においては、迅速なクランプ作業も重要です。作業員は1回のシフト中に何度も工具を交換する可能性があります。毎回数分ずつ時間を節約できれば、週末には実質的な生産時間の短縮につながります。.
長尺部品のCNCクラウニング加工
長い部品は、機械加工時のたわみによって、中心部と両端の間で角度差が生じることがよくあります。CNCクラウニング加工は、この角度差を補正するのに役立ちます。.
これは、キャビネットの扉、長いカバー、フレーム、エレベーターのパネルなど、わずかな角度の違いが組み立てに影響を与える可能性のある部品にとって重要です。.
レーザー加工またはパンチング加工後の適切なプレスブレーキの選び方
プレスブレーキは、必ずしも大型のものが最適とは限りません。適切な機械は、材料、厚み、曲げ長さ、部品の深さ、工具、生産量に合わせて選ぶ必要があります。.
トン数を材料と厚さに合わせる
必要な力は、板厚、材料強度、V字開口部、曲げ長さによって異なります。ステンレス鋼は通常、同じ曲げ条件下において軟鋼よりも大きな力を必要とします。アルミニウムは成形しやすいかもしれませんが、それでも適切な半径と工具が必要です。.
小型の箱、ブラケット、薄板部品などであれば、低トン数で十分な場合もあります。一般的なキャビネット、ドア、産業用筐体などであれば、中トン数の方が実用的でしょう。厚板、長板、重量のある構造部品などであれば、高トン数が必要になります。.
年に一度しか作らないような一番厚い部分だけを選ぶのではなく、よく使う部分から始めてみましょう。.
曲げ長さを実際の部品サイズに合わせる
作業長さは、実際に加工する部品の長さに合わせる必要があります。作業の大部分が小さなブラケットであれば、非常に長い機械はスペースを無駄にし、作業速度を低下させます。長いパネル、フレーム、ドア、またはカバーを曲げる場合は、十分な曲げ長さが重要になります。.
優良なサプライヤーは、モデルを推奨する前に、図面、材料の種類、板厚、曲げ長さ、および日産量を要求するはずです。.
軸構成を部品の複雑さに合わせる
単純な曲げ加工であれば、多くの軸は必要ないかもしれません。複雑な部品の場合、バックゲージの移動量が増え、位置決め精度が向上し、場合によってはクラウニングの制御も必要になります。.
深めの部品、オフセット曲げ加工、多フランジ部品、多品種少量生産の場合、6+1軸または8+1軸構成により手動調整を減らすことができます。基本的な加工であれば、よりシンプルな構成の方がコスト効率が良い場合があります。.
購入者のための実践的な選択ロジック
部品が頻繁に変更される場合は、ファイバーレーザー切断を選択し、柔軟性の高いCNCプレスブレーキと組み合わせることをお勧めします。.
部品に繰り返し穴、ルーバー、安定したパターンがある場合、CNCパンチプレスは依然として有効な選択肢となります。ただし、パンチングマシンの速度に追随できるプレスブレーキも必要です。.
もしあなたの作業場で様々な種類の板金部品を扱っているなら、レーザー切断とハイブリッドサーボCNCプレスブレーキを組み合わせる方が、通常は管理が容易です。.
もしあなたの工房が、繰り返し構造を持つ電気キャビネットやパネルを製造しているなら、パンチプレスとCNCプレスブレーキの組み合わせは非常に実用的でしょう。.
要点は単純だ。生産ライン全体を考慮せずに、機械を1台ずつ選んではいけない。切断速度、穴あけコスト、曲げ加工の段取り、組み立て精度はすべて、同じ生産結果に直結する要素なのだ。.
結論
ファイバーレーザーとCNCパンチプレスの比較は有益ですが、ブランキング工程だけで判断すべきではありません。ファイバーレーザー切断は、柔軟な形状や変更の多い注文に適しています。一方、CNCパンチングは、繰り返し穴あけ、ルーバー加工、安定したロット生産に適しています。.
しかし、どちらの工程も平らなブランク材を準備するだけであり、最終的な板金部品は曲げ加工によって作られる。.
だからこそ、ハイブリッドサーボCNCプレスブレーキはこの議論に欠かせないのです。切断、パンチング、曲げ加工、溶接、組み立てといった工程をより安定的に連携させることができます。サーボ油圧駆動、CNC制御、サーボCNCバックゲージ、クイッククランプ、CNCクラウニング、そして堅牢なフレームを備え、切断機の見積書には明記されていない多くの日常的な問題を解決します。.
購入前に、部品図面、材料リスト、厚さ範囲、曲げ長さ、バッチサイズ、およびオペレーターのワークフローを確認してください。モデルの選択、設置、トレーニングについては、, サービスサポート, 、 または 連絡先情報, そのため、片方の工程だけで最速の機械を選ぶよりも、ブランキングと曲げ加工のセットアップ全体をまとめて確認する方が良いでしょう。.
FAQ
Q1:板金加工において、ファイバーレーザー切断はCNCパンチングよりも優れていますか?
A1:ファイバーレーザー切断は、柔軟な形状、混合注文、複雑な輪郭、頻繁な設計変更に適しています。CNCパンチングは、繰り返し穴あけ、通気孔、ルーバー加工、エンボス加工、安定した大量生産パターン加工に依然として有効です。.
Q2:ファイバーレーザー切断はCNCパンチングを完全に置き換えることができますか?
A2:必ずしもそうとは限りません。ファイバーレーザー切断は、多くの柔軟な作業においてパンチングの代替となり得ますが、部品に繰り返し穴が開けられていたり、成形された形状があったり、バッチサイズが十分に大きい場合には、CNCパンチプレスは依然として価値があります。.
Q3:CNCパンチングはファイバーレーザー切断よりも安価ですか?
A3:設計が安定していて、金型を長期間使用できる場合は、部品あたりのコストが安くなる可能性があります。しかし、設計変更が頻繁に行われる場合は、金型コストとセットアップ時間によってそのメリットが薄れる可能性があります。.
Q4:レーザー切断やパンチング加工の後でも、プレスブレーキが必要なのはなぜですか?
A4:切断と打ち抜き加工では、平らなブランク材しか得られません。プレスブレーキによって、部品がキャビネット、ブラケット、パネル、カバー、フレーム、ダクト、その他の使用可能な板金部品に成形されます。.
Q5:レーザー切断後の最適な曲げ加工方法は何ですか?
A5:多品種少量生産の板金加工の場合、レーザー切断後には、バックゲージの位置決め精度が高く、工具交換が迅速で、クラウニングサポート機能を備えたCNCプレスブレーキの方が一般的に適しています。.
Q6:ハイブリッドサーボCNCプレスブレーキは、現代の作業場にとってどのような点で役立つのでしょうか?
A6:油圧による曲げ力とサーボ制御、CNCプログラミング、再現性の高いバックゲージ位置決め、エネルギー損失の低減、安定した曲げ精度を兼ね備えています。.
Q7:プレスブレーキの精度は溶接や組み立てに影響しますか?
A7:はい。曲げ角度や曲げ位置が間違っていると、溶接部分に隙間ができたり、キャビネットがきちんと閉まらなかったり、組み立てチームに追加の修正が必要になる場合があります。.
Q8:CNCクラウニングはプレスブレーキの曲げ精度をどのように向上させるのですか?
A8:CNCクラウニングは、特に長尺部品の曲げ加工時に発生する機械のたわみを補正します。これにより、中心から両端までの角度をより均一に保つことができます。.
Q9:CNCプレスブレーキの適切なトン数はどのように選べばよいですか?
A9:トン数は、材料の種類、板厚、曲げ長さ、V字開口部、曲げ半径、および日常的に製造する主要部品に基づいて選択する必要があります。.