










Wenn eine Blechbearbeitungswerkstatt Faserlaser und CNC-Stanzpresse vergleicht, stellt sich zunächst die Frage: Welche Maschine schneidet schneller? Eine berechtigte Frage ist jedoch, welche kostengünstiger und besser für die Werkstücke geeignet ist. Die Kosten sind aber nicht der einzige Faktor. Die eigentliche Aufgabe der Blechbearbeitung besteht darin, ein flaches Metallstück so zu bearbeiten, dass es gemäß den Spezifikationen gebogen werden kann. In vielen Fällen entscheidet der Biegeprozess darüber, ob ein Werkstück die Spezifikationen erfüllt oder nicht.
Dieser Artikel betrachtet die Wahlmöglichkeiten daher aus einer praxisorientierteren Perspektive. Zunächst vergleichen wir Faserlaserschneiden und CNC-Stanzen. Anschließend untersuchen wir die weiteren Schritte nach dem Stanzen, insbesondere die Rolle einer Hybrid-Servo-CNC-Abkantpresse in diesem Prozess.
Kurzantwort: Faserlaser vs. CNC-Stanzpresse
Faserlaserschneiden eignet sich im Allgemeinen am besten für flexible Formen, Kleinserien, komplexe Teile und schwankende Auftragseingänge. Da kein spezielles Stanzwerkzeug zum Ändern der Form benötigt wird, ist es ideal für die gemischte Fertigung.
CNC-Stanzen eignet sich besonders für Teile mit vielen sich wiederholenden Löchern, Lüftungsschlitzen, Prägungen usw. Stabile Blechteile in großen Stückzahlen sind ideale Kandidaten für das CNC-Stanzen. Da sich Designs über lange Zeiträume selten ändern, können die Werkzeugkosten für das Stanzen auf viele Teile verteilt werden.
Doch keiner der beiden Prozesse allein ermöglicht die Herstellung des Endprodukts. In den meisten Werkstätten sind die Genauigkeit des Biegens, die Einrichtungszeit der Abkantpresse und die Gleichmäßigkeit des Umformprozesses entscheidend dafür, aus einem Rohling ein einwandfreies Bauteil zu fertigen.
Der Hauptunterschied in einem Satz
Das Faserlaserschneiden ermöglicht mehr Formfreiheit. Die CNC-Stanzpresse bietet eine hohe Effizienz bei sich wiederholenden Löchern und Mustern.
Warum die endgültige Entscheidung von der gesamten Produktlinie abhängt
Wenn das Schneiden schnell geht, das Biegen aber langsam bleibt, stapeln sich die Teile neben der Abkantpresse. Wenn das Stanzen effizient ist, die Biegewinkel aber nicht stabil sind, benötigen Schweißen und Montage trotzdem zusätzliche Zeit. Die optimale Wahl hängt daher von der gesamten Blechbearbeitungslinie ab, nicht nur von der Stanzmaschine.
Wann ist Faserlaserschneiden die bessere Wahl?
Faserlaserschneiden ist in der Regel die sicherere Wahl, wenn sich die Teile häufig ändern. Viele Lohnfertigungsbetriebe arbeiten so. An einem Tag schneiden sie Edelstahlabdeckungen, am nächsten Tag Halterungen aus Kohlenstoffstahl, und danach kommen Aluminiumpaneele oder Zierteile hinzu.
Mit einem Faserlaserschneidmaschine, Man ändert das Programm, passt die Parameter an und kann weitermachen. Es ist nicht nötig, auf ein neues Stanzwerkzeug zu warten. Das spart Zeit, insbesondere bei kleinen Aufträgen oder wenn sich die Zeichnung häufig ändert.
Komplexe Profile und gemischte Auftragsarten
Das Laserschneiden eignet sich ideal für präzise Außenprofile, Kurvenschnitte, schmale Schlitze, Klein- bis Mittelserien und beliebige, ungewöhnliche Formen. Auch für die Prototypenfertigung ist das Laserschneiden bestens geeignet, da durch einfache Dateianpassungen die schnelle Produktion neuer Prototypenteile ermöglicht wird.
Bei Maschinengehäusen, Metallmöbelteilen, Aufzugsverkleidungen und kundenspezifischen Abdeckungen ist diese Flexibilität entscheidend. Das Bauteil mag auf dem Papier einfach erscheinen, doch wenn jeder Kunde die Position, Größe oder Form der Bohrungen ändert, wird die Werkzeugausstattung zum Problem.
Blechschneiden aus verschiedenen Materialien
Das Faserlaserschneiden ist das gängige Verfahren für Edelstahl, Kohlenstoffstahl, Aluminium, Messing und Kupfer sowie natürlich auch für andere Werkstoffe. Wie bereits erwähnt, benötigt jedes Material eine bestimmte Leistung, ein bestimmtes Gasvolumen, einen bestimmten Fokus und eine bestimmte Schnittgeschwindigkeit, das Verfahren selbst ist jedoch flexibel.
Für Einkäufer, die mit vielen verschiedenen Materialarten arbeiten, ist dies ein echter Vorteil. Dadurch reduziert sich der Bedarf, für jede Produktänderung eine umfangreiche Stanzwerkzeugbibliothek aufzubauen.
Wann eine CNC-Stanzpresse die bessere Wahl ist
CNC-Stanzmaschinen haben nach wie vor ihren festen Platz in der Blechbearbeitung. Sie sind nicht etwa durch das Laserschneiden überflüssig geworden, sondern eignen sich einfach besser für andere Anwendungsbereiche.
Wenn Ihre Teile viele wiederkehrende Löcher, Standardlüftungsöffnungen, Lamellen, Prägungen oder Formmerkmale aufweisen, ist Stanzen eine sehr praktische Lösung. Sobald die Werkzeuge fertig sind, kann die Maschine stabile Teile mit hoher Geschwindigkeit bearbeiten.
Wiederholte Löcher und Standardmuster
Schaltschränke sind ein gutes Beispiel. Viele Paneele benötigen regelmäßige Löcher, Lüftungsschlitze, Schlitze und Standardmuster. Für solche Teile kann eine CNC-Stanzmaschine bei ausreichend großen Stückzahlen immer noch schneller und pro Stück günstiger sein.
Die gleiche Logik gilt auch für einige HLK-Schaltschränke, Gerätebauteile und einfache Gehäuseteile. Wenn sich dasselbe Muster Monat für Monat wiederholt, lässt sich der Einsatz von Stanzwerkzeugen leichter rechtfertigen.
Werkzeugkosten und Chargenstabilität
Die Schwachstelle zeigt sich, wenn sich die Zeichnung häufig ändert. Neue Werkzeuge kosten Geld. Auch die Werkzeugeinrichtung ist zeitaufwändig. Ändert der Käufer ständig die Lochgröße oder das Lochmuster, verliert das Stanzen einen Teil seines Vorteils.
Sie sollten sich also nicht nur fragen, ob CNC-Stanzen günstiger ist. Fragen Sie sich auch, ob Ihr Produktdesign stabil genug ist, um die Werkzeuge über einen langen Zeitraum zu verwenden.
Warum Schneiden oder Stanzen nur der erste Schritt ist
Das Stanzen ist nur der Anfang. Nach dem Schneiden oder Lochen des Blechs muss die Formgebung im Betrieb noch erfolgen. Für viele Produkte bedeutet das Abkanten mit der Abkantpresse.
Ein flaches Blech kann perfekt zugeschnitten sein, aber wenn der Biegewinkel nicht stimmt, ist das Bauteil trotzdem unbrauchbar. Es passt möglicherweise nicht in den Schrankrahmen. Es können beim Schweißen Spalten entstehen. Es kann Probleme beim Pulverbeschichten oder der Endmontage verursachen.
Stanzen erzeugt die Form, Biegen das Teil
Durch Laserschneiden und Stanzen wird der Rohling vorbereitet. Die CNC-Abkantpresse formt diesen Rohling zu einem Gehäuse, einer Halterung, einer Abdeckung, einer Tür, einem Rahmen, einem Lüftungskanal oder einer Maschinenblende.
Deshalb sollte der Biegeprozess in dieselbe Geräteentscheidung einbezogen werden. Eine Werkstatt kauft möglicherweise eine schnelle Schneidemaschine und stellt dann fest, dass sich die Lieferung trotzdem verzögert, weil die Einrichtung des Biegeprozesses zu lange dauert.
Typische Engpässe nach dem Schneiden
Die häufigsten Probleme sind leicht zu erkennen. Falscher Winkel. Lange Rüstzeiten. Langsamer Werkzeugwechsel. Falsche Hinteranschlagjustierung. Probebiegungen. Ausschussteile. Nachbearbeitung vor dem Schweißen.
Diese Probleme sind zwar einzeln betrachtet klein, kosten aber täglich Zeit. Bei der Bearbeitung von Blechteilen mit hoher Produktvielfalt wird die Biegestation oft zum Ort, an dem der Produktionsrhythmus ins Stocken gerät.
Wo die Hybrid-Servo-CNC-Abkantpresse in die Produktionslinie passt
Hier befindet sich der Ort Sieg Industrie kann auf natürlichere Weise eingeführt werden. Das Unternehmen arbeitet mit Lasersystemen, CNC-Umformanlagen und Automatisierungslösungen für Käufer in der Metallverarbeitung. Hybrid-Servo-CNC-Abkantpresse Passt perfekt nach dem Faserlaserschneiden oder CNC-Stanzen, da es das Teil bearbeitet, das durch Stanzen nicht fertiggestellt werden kann.

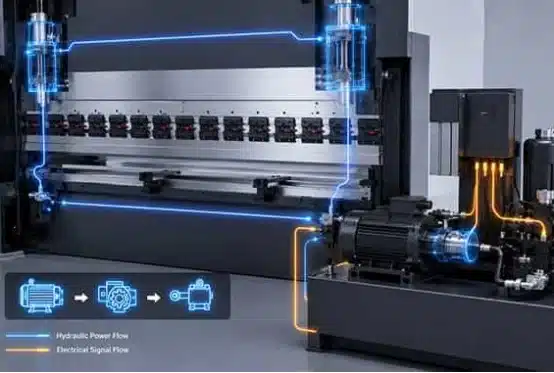
Die Maschine nutzt einen hybriden servohydraulischen Antrieb, eine CNC-Steuerung, einen stabilen Rahmen, einen servogesteuerten CNC-Hinteranschlag und Optionen wie Schnellspannen und CNC-Ballen. Kurz gesagt: Sie ist auf Biegegenauigkeit, effizientes Einrichten und stabiles Umformen im täglichen Produktionsbetrieb ausgelegt.
Nach dem Faserlaserschneiden
Lasergeschnittene Teile ändern häufig Form und Größe. Das bedeutet, dass die Abkantpresse auch häufige Programmwechsel bewältigen muss. Hybrid-Servo-CNC-Abkantpresse ist hier nützlich, da die CNC-Programmierung und die wiederholgenaue Positionierung des Hinteranschlags die manuelle Überprüfung reduzieren können.
Bei Maschinengehäusen, Aufzugsverkleidungen, Metallmöbeln und Sonderanfertigungen von Abdeckungen hilft dies der Werkstatt, vom Schneiden zum Biegen überzugehen, ohne zu viel Zeit mit der Einrichtung zu verlieren.
Nach dem CNC-Stanzen
Stanzteile werden oft häufiger gefertigt, die Biegegeschwindigkeit muss jedoch mit der Stanzgeschwindigkeit übereinstimmen. Schaltschränke, Lüftungsblenden und Gehäuseteile weisen zwar viele Löcher auf, die endgültige Formgebung hängt aber dennoch von präzisen Biegungen ab.
Kann die Abkantpresse nicht mithalten, geht der Vorteil des Stanzens teilweise verloren. Stabiles Biegen trägt zu einem reibungsloseren Produktionsablauf vom Stanzen bis zur Montage bei.
Wie eine Hybrid-Servo-Abkantpresse die Fertigungseffizienz verbessert
Beim Kauf einer Abkantpresse kommt es nicht nur auf die Presskraft an, sondern der Käufer möchte in Wirklichkeit wissen, ob die Maschine die Leistung wiederholt erbringen kann, ob der Bediener schnell genug zwischen verschiedenen Aufträgen wechseln kann und ob lange Teile den erforderlichen Winkel über die gesamte Länge beibehalten.
Servohydraulischer Antrieb für die tägliche Produktion
Eine Hybrid-Servo-Abkantpresse nutzt die hydraulische Umformkraft, wobei das Servosystem die Bewegung und den Energieverbrauch steuert. Dies ist besonders nützlich für Werkstätten, die Edelstahl, Kohlenstoffstahl, Aluminium, verzinkten Stahl und Teile mittlerer Dicke biegen.
Ältere Hydrauliksysteme laufen unter Umständen auch dann stark, wenn die Maschine nicht biegt. Eine servohydraulische Abkantpresse kann den Energieverlust und die Wärmeentwicklung während langer Schichten reduzieren. Das trägt außerdem zu einem leiseren und saubereren Werkstattbetrieb bei.
CNC-Hinteranschlag und Schnelleinrichtung
Die Genauigkeit des Hinteranschlags hat direkten Einfluss auf die Biegeposition. Verschiebt sich die Biegelinie, passt das fertige Teil möglicherweise nicht. Ein servogesteuerter CNC-Hinteranschlag trägt dazu bei, eine wiederholgenaue Positionierung innerhalb einer Charge zu gewährleisten.
Bei der Fertigung mit hoher Produktvielfalt ist schnelles Spannen ebenfalls wichtig. Die Bediener wechseln die Werkzeuge unter Umständen mehrmals pro Schicht. Die dadurch eingesparten Minuten summieren sich am Ende der Woche zu echter Produktionszeit.
CNC-Bombieren für lange Teile
Lange Werkstücke weisen aufgrund von Maschinendurchbiegungen häufig Winkelunterschiede zwischen der Mitte und den beiden Enden auf. CNC-Bombierung hilft, dies auszugleichen.
Dies ist wichtig für Schranktüren, lange Abdeckungen, Rahmen, Aufzugsverkleidungen und andere Teile, bei denen bereits eine kleine Winkelabweichung die Montage beeinträchtigen kann.
Wie man nach dem Laser- oder Stanzen die richtige Abkantpresse auswählt
Eine größere Abkantpresse ist nicht immer die bessere Wahl. Die richtige Maschine sollte zu Ihrem Material, der Materialstärke, der Biegelänge, der Teiletiefe, den Werkzeugen und dem Produktionsvolumen passen.
Tonnage an Material und Dicke anpassen
Die benötigte Kraft hängt von der Blechdicke, der Materialfestigkeit, der V-Öffnung und der Biegelänge ab. Edelstahl erfordert unter gleichen Biegebedingungen in der Regel mehr Kraft als Baustahl. Aluminium lässt sich zwar leichter umformen, benötigt aber dennoch den richtigen Radius und das passende Werkzeug.
Für kleine Gehäuse, Halterungen und dünne Blechteile kann eine geringere Presskraft ausreichen. Für gängige Schränke, Türen und Industriegehäuse ist eine mittlere Presskraft oft praktischer. Für dicke und lange Bleche sowie schwere Bauteile ist eine höhere Presskraft erforderlich.
Wählen Sie nicht nur das dickste Stück aus, das Sie vielleicht einmal im Jahr herstellen. Beginnen Sie mit Ihren üblichen Stücken.
Biegelänge an tatsächliche Teilegröße anpassen
Die Arbeitslänge der Maschine sollte der Größe Ihrer Werkstücke entsprechen. Bei der Fertigung kleiner Halterungen verschwendet eine zu lange Maschine Platz und verlangsamt die Handhabung. Beim Biegen langer Paneele, Rahmen, Türen oder Abdeckungen ist hingegen eine ausreichende Biegelänge wichtig.
Ein guter Lieferant sollte vor der Empfehlung eines Modells nach Zeichnungen, Materialart, Blechdicke, Biegelänge und Tagesleistung fragen.
Achsenkonfiguration an Teilekomplexität anpassen
Einfache Biegungen benötigen möglicherweise nicht viele Achsen. Komplexe Teile erfordern einen größeren Hinteranschlagweg, eine bessere Positionierung und manchmal eine Kontrolle der Bombierung.
Bei tiefen Bauteilen, versetzten Biegungen, Bauteilen mit mehreren Flanschen und Aufträgen mit hoher Variantenvielfalt können 6+1- oder 8+1-Achs-Konfigurationen den manuellen Justierungsaufwand reduzieren. Für Standardarbeiten kann eine einfachere Konfiguration kostengünstiger sein.
Praktische Auswahllogik für Käufer
Wenn sich Ihre Teile häufig ändern, wählen Sie Faserlaserschneiden und kombinieren Sie es mit einer flexiblen CNC-Abkantpresse.
Wenn Ihre Teile wiederkehrende Löcher, Lüftungsschlitze und stabile Muster aufweisen, kann eine CNC-Stanzpresse durchaus sinnvoll sein. Sie benötigen jedoch weiterhin eine Abkantpresse, die mit der Stanzmaschine mithalten kann.
Wenn in Ihrer Werkstatt viele verschiedene Blechteile bearbeitet werden, ist Laserschneiden in Kombination mit einer Hybrid-Servo-CNC-Abkantpresse in der Regel einfacher zu handhaben.
Wenn Ihre Werkstatt Schaltschränke oder Schalttafeln mit sich wiederholenden Strukturen herstellt, kann die Kombination aus Stanzpresse und CNC-Abkantpresse sehr praktisch sein.
Der Punkt ist einfach: Wählen Sie Maschinen nicht einzeln aus, ohne die gesamte Produktionslinie zu berücksichtigen. Schnittgeschwindigkeit, Stanzkosten, Biegeeinrichtung und Passgenauigkeit tragen alle zum selben Produktionsergebnis bei.
Schlussfolgerung
Der Vergleich zwischen Faserlaser und CNC-Stanzmaschine ist zwar aufschlussreich, sollte aber nicht beim Stanzen enden. Faserlaserschneiden eignet sich besser für flexible Formen und wechselnde Aufträge. CNC-Stanzen hingegen ist besser für wiederholte Bohrungen, Lüftungsschlitze und gleichbleibende Serien.
Dennoch bereiten beide Verfahren lediglich den flachen Rohling vor. Das fertige Blechteil hängt vom Biegen ab.
Deshalb gehört die Hybrid-Servo-CNC-Abkantpresse in diese Diskussion. Sie ermöglicht eine stabilere Verbindung von Schneiden, Stanzen, Biegen, Schweißen und Montage. Mit servohydraulischem Antrieb, CNC-Steuerung, servo-CNC-Hinteranschlag, Schnellspannvorrichtung, CNC-Ballen und einem robusten Rahmen löst sie viele alltägliche Probleme, die in einem Angebot für eine herkömmliche Schneidemaschine nicht deutlich hervortreten.
Prüfen Sie vor dem Kauf Ihre Teilezeichnungen, die Materialliste, den Dickenbereich, die Biegelänge, die Losgröße und den Arbeitsablauf des Bedieners. Für Modellauswahl, Installation und Schulung, Serviceunterstützung, oder Kontaktdaten, Es ist besser, die gesamte Stanz- und Biegekonfiguration gemeinsam zu bestätigen, anstatt in nur einem Arbeitsgang die schnellste Maschine auszuwählen.
FAQ (häufig gestellte Fragen)
Frage 1: Ist Faserlaserschneiden besser als CNC-Stanzen bei der Blechbearbeitung?
A1: Faserlaserschneiden eignet sich besser für flexible Profile, gemischte Aufträge, komplexe Konturen und häufige Designänderungen. CNC-Stanzen ist weiterhin sinnvoll für wiederholte Bohrungen, Lüftungsschlitze, Lamellen, Prägungen und stabile Muster in großen Stückzahlen.
Frage 2: Kann das Faserlaserschneiden das CNC-Stanzen vollständig ersetzen?
A2: Nicht immer. Faserlaserschneiden kann das Stanzen bei vielen flexiblen Anwendungen ersetzen, aber die CNC-Stanzpresse hat nach wie vor ihren Wert, wenn die Teile wiederholte Löcher oder geformte Merkmale aufweisen und die Losgröße groß genug ist.
Frage 3: Ist CNC-Stanzen günstiger als Faserlaserschneiden?
A3: Die Stückkosten können sinken, wenn die Konstruktion stabil ist und die Werkzeuge lange genutzt werden. Bei häufigen Konstruktionsänderungen können Werkzeugkosten und Rüstzeiten diesen Vorteil jedoch verringern.
Frage 4: Warum benötigt man nach dem Laserschneiden oder Stanzen noch eine Abkantpresse?
A4: Durch Schneiden und Stanzen entsteht lediglich der flache Rohling. Eine Abkantpresse formt das Teil zu Gehäusen, Halterungen, Paneelen, Abdeckungen, Rahmen, Kanälen und anderen brauchbaren Blechkomponenten.
Frage 5: Welche Biegetechnik eignet sich am besten nach dem Laserschneiden?
A5: Bei der Bearbeitung von Blechen mit hohem Materialmix ist nach dem Laserschneiden in der Regel eine CNC-Abkantpresse mit präziser Hinteranschlagpositionierung, schnellem Werkzeugwechsel und Bombierungsunterstützung besser geeignet.
Frage 6: Was macht die Hybrid-Servo-CNC-Abkantpresse für moderne Werkstätten so nützlich?
A6: Es kombiniert hydraulische Biegekraft mit Servosteuerung, CNC-Programmierung, wiederholbarer Hinteranschlagpositionierung, geringerem Energieverlust und stabiler Biegegenauigkeit.
Frage 7: Beeinflusst die Genauigkeit der Abkantpresse das Schweißen und die Montage?
A7: Ja. Wenn Biegewinkel oder Biegepositionen nicht stimmen, können Schweißnähte Lücken aufweisen, Schränke schließen möglicherweise nicht richtig und die Montageteams müssen eventuell zusätzliche Korrekturen vornehmen.
Frage 8: Wie verbessert das CNC-Bombieren die Biegegenauigkeit einer Abkantpresse?
A8: Die CNC-Ballung gleicht die Maschinendurchbiegung beim Biegen aus, insbesondere bei langen Werkstücken. Sie trägt dazu bei, einen gleichmäßigeren Winkel von der Mitte bis zu beiden Enden zu gewährleisten.
Frage 9: Wie wählt man die richtige Tonnage für eine CNC-Abkantpresse?
A9: Die Tonnage sollte anhand der Materialart, der Blechdicke, der Biegelänge, der V-Öffnung, des Biegeradius und der Hauptteile, die Sie täglich herstellen, gewählt werden.