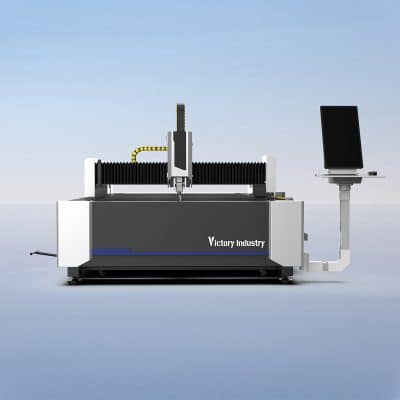
레이저 절단 기계는 정밀 제조의 선두에 있으며, 다양한 산업에서 비교할 수 없는 정확성과 효율성을 제공합니다.이 최신 기계는 금속, 플라스틱, 나무 등 다양한 재료를 절단하기 위해 고전력 레이저를 사용하여 최소한의 열 왜곡으로 부드럽고 깨끗한 절단을 제공합니다.소규모 프로토타이핑이든 대규모 생산이든 레이저 절단기는 복잡한 디자인, 복잡한 모양 및 고속 작업에 대한 다양한 솔루션을 제공합니다.
현대 산업의 요구를 충족시키기 위해 설계된 우리의 레이저 절단 기계는 고급 기술과 사용자 친화적 인 기능을 결합합니다.섬유 및 CO2 레이저 모두를 위한 옵션으로, 이러한 기계는 다양한 재료 유형을 절단하기 위해 최적화되어 최대 성능과 품질을 보장합니다.자동화된 시스템의 통합은 빠른 설치 시간을 가능하게 하지만 최신 소프트웨어는 정확성과 작동 편의성을 보장합니다.
자동차, 항공우주, 전자 제품, 표지판 및 맞춤형 제조와 같은 산업의 응용 프로그램에 이상적인 레이저 절단 기계는 생산성 향상, 비용 절감 및 다양성을 제공합니다.당신이’생산 프로세스를 간소화하거나 새로운 설계 가능성을 탐구하려면, 우리의 레이저 절단 기계는 예외적인 정확도와 속도로 프로젝트를 실현시킬 수 있는 완벽한 솔루션을 제공합니다.
레이저 절단기
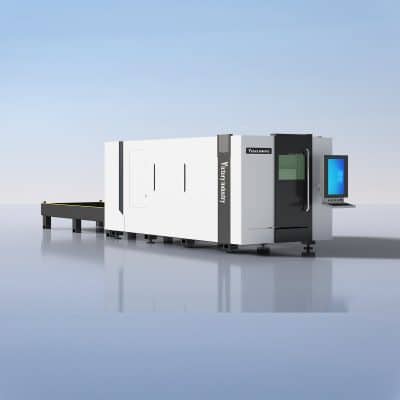
우리의 레이저 절단 기계 범위는 비교할 수 없는 정확도와 속도로 제조 능력을 높이도록 설계되었습니다.금속, 플라스틱, 나무 또는 기타 재료를 사용하든, 우리의 기계는 모든 절단 응용 프로그램에 대한 다양한 솔루션을 제공합니다.복잡한 디자인에서 대규모 생산 실행까지, 우리의 레이저 커터는 최소한의 폐기물로 깨끗하고 정확한 절단을 제공하여 운영 비용을 줄이고 효율성을 높입니다.
자동화된 설정, 고급 레이저 기술 및 사용하기 쉬운 인터페이스와 같은 최첨단 기능으로 우리의 기계는 초보자와 경험이 있는 운영자를 위해 만들어졌습니다.섬유와 CO2 레이저 옵션의 통합으로 다양한 재료와 두께를 쉽게 처리할 수 있으며 매번 최적의 성능을 보장합니다.
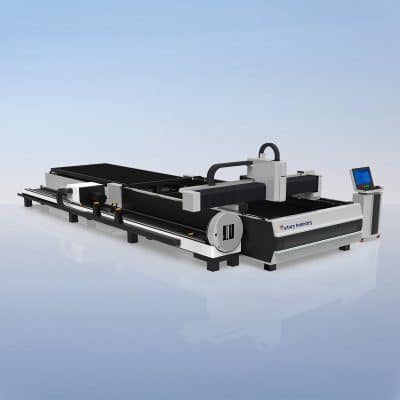
우리의 레이저 절단 기계는 자동차, 항공우주, 전자 제품, 표시판 및 맞춤형 제조를 포함한 다양한 산업에 완벽합니다.귀하의 요구에 맞는 완벽한 기계를 찾아보고, 우리의 기술이 생산 프로세스를 간소화하고 프로젝트를 정확하고 빠르게 실현하는 데 어떻게 도움이 될 수 있는지 알아보십시오.
레이저 절단 기계는 정밀성과 다양성으로 인해 다양한 산업에서 사용됩니다.이러한 고급 시스템은 금속, 플라스틱 및 나무를 포함한 다양한 재료를 처리할 수 있으므로 제조, 프로토타이핑, 맞춤형 제조 및 디자인의 응용 프로그램에 이상적입니다.당신이’항공우주, 자동차 부품 또는 사용자 정의 표시를 위한 복잡한 부품을 만드는 레이저 커터는 최소한의 열 왜곡으로 깨끗하고 정확한 가장자리를 제공합니다.또한 대규모 생산 실행을 위한 고속 가공을 제공하여 재료 폐기물을 줄이면서 전체 효율성을 향상시킵니다.일회 프로토타이프에서 대량 생산까지 레이저 절단 기계는 기업이 특별한 정확성과 일관성을 달성할 수 있도록 지원하여 현대 제조 및 설계 프로세스에서 필수적인 도구가 됩니다.
레이저 절단의 장점
정밀도 및 정확도
레이저 절단기는 특별한 정밀도를 제공하며, 복잡한 모양과 정밀한 세부사항을 높은 정확도로 절단할 수 있습니다.이것은 복잡한 디자인에서도 일관된 결과와 최소한의 편차를 보장합니다.
최소 재료 폐기물
레이저 절단은 최소한의 커프 (절단 폭)으로 깨끗한 절단을 생산하여 재료 폐기를 줄입니다.공정의 높은 정확도는 최대 양의 재료를 효과적으로 사용하여 비용 절감에 기여합니다.
다양성
레이저 절단 기계는 금속, 플라스틱, 나무 및 세라픽을 포함한 다양한 재료를 처리할 수 있습니다.이 다양성은 자동차에서 표시판까지 같은 기계로 여러 산업에서 응용 프로그램을 가능하게 합니다.
고속 처리
레이저 절단은 빠른 과정으로, 품질을 희생하지 않고 고속 작동을 가능하게 합니다.이것은 생산 효율성을 높이므로 저량과 대량 제조에 이상적입니다.
최소 열 영향 지역
레이저의 집중된 열은 매우 작은 열 영향을 받는 영역으로 이어져 변형, 왜곡 또는 물질 손상의 위험을 줄입니다.이것은 재료의 무결성을 손상시키지 않고 깨끗하고 날카로운 가장자리를 보장합니다.
낮은 유지 보수
레이저 절단 기계는 전통적인 절단 방법에 비해 최소한의 유지보수를 요구합니다.이동하는 부품이 적으므로 마모 취향이 적으므로 장기적으로 비용 효율적입니다.
다른 절단 방법과 비교
특징
레이저 절단
물 제트 절단
플라즈마 절단
불꽃 절단
정밀도
매우 높은 정밀도, 복잡한 절단에 이상적입니다.
고정밀도, 특히 부드러운 재료
더 두께 있는 재료에 적합한 낮은 정밀도
중간 정밀도, 두께 금속에 가장 좋은
재료 다양성
금속, 플라스틱, 나무, 세라픽 및 더 많은 것을 절단할 수 있습니다
금속, 플라스틱, 돌, 유리, 세라픽을 절단할 수 있습니다
주로 금속, 특히 두께 재료
주로 금속, 특히 철 금속
절단 속도
매우 빠르고, 작고 큰 실행에 적합합니다.
레이저 절단보다 느리고 두께 있는 재료에 이상적입니다.
특히 두께 있는 재료에 대한 레이저 절단보다 더 빠른
플라즈마 및 레이저 절단보다 느린, 대부분 두께 금속
열 영향 지역 (HAZ)
매우 작은 HAZ, 최소한의 왜곡
최소 HAZ, 특히 낮은 열전도성 재료
더 큰 HAZ, 물질 왜곡으로 이어집니다.
더 큰 HAZ, 변형 및 화상 표시를 일으킬 수 있습니다
에지 품질
최소한의 후처리로 부드럽고 깨끗한 가장자리
부드러운 가장자리는 마무리가 필요하지만
더 거친 가장자리, 종종 청소가 필요합니다
산화를 가진 거친 가장자리는 상당한 마무리를 필요로 합니다.
물자 간격
얇은 재료에서 중간 재료에 가장 적합하고 두꺼운 절단을 위한 섬유 레이저
매우 두께 있는 재료를 절단하는 데 좋은
더 두께 있는 재료에 이상적인 (최대 100mm)
매우 두께 금속, 특히 10mm 이상 최고의
비용 효율성
작고 큰 배치 모두에 효율적이고, 소재 폐기물이 낮습니다.
높은 운영 비용, 두께 있는 재료에 이상적입니다.
두께 있는 재료에 대한 비용 효율적인, 높은 에너지 사용
두께 강철을 절단하는 데 경제적이지만 두두두두께 강철을 절단하는 데 경제적이지만 두두두두두께 두두께 두두두두께 강철을 절단하는
작동 쉬움
사용자 친화적이고 자동화된 설정
숙련된 운영자가 필요하며, 마모 처리
작동이 쉽지만 소음이 많으며 환기가 필요합니다.
비교적 간단하지만 가스 수준의 신중한 모니터링이 필요합니다.
환경 영향
낮은 배출량, 최소한의 재료 폐기물
최소한의 연기, 하지만 물 처분 문제
높은 에너지 소비, 높은 소음 및 연기
상당한 연기를 생산하고 적절한 처분이 필요한 가스를 사용합니다.
유지보수
낮은 유지보수, 적은 움직이는 부품
정기적인 유지 보수, 물 및 마모 처리 필요
특히 전극과 노즐에 대한 더 많은 유지보수 필요
절단 토치 및 가스 공급의 정기적인 유지보수 필요
운영 비용
낮은 운영 비용, 최소 폐기물
물 사용과 마모제로 인한 높은 운영 비용
적당한 운영 비용, 높은 에너지 소비
운영 비용이 낮지만 소비물 (가스)은 상당합니다.
고객 리뷰
존 미존은
★★★★★
생산 관리자
레이저 절단 기계의 정밀성은 우리의 운영을 위해 게임 변경을 주었습니다.우리는 재료 폐기물을 크게 줄였으며 설치 시간이 최소화되었습니다.빠르고 신뢰할 수 있으며 결과는 항상 정확합니다.
사라 알바레즈
★★★★★
수석 엔지니어
우리는 1 년 이상 이 레이저 절단 기계를 사용하고 있으며 우리의 기대를 초과했습니다.이 기계는 금속에서 플라스틱까지 다양한 재료를 쉽게 처리하고 매번 일관되고 고품질의 절단을 제공합니다.
데이비드 리
★★★★★
운영 책임자
이 레이저 절단 기계의 다양성과 속도는 우리의 생산 타임라인을 크게 개선했습니다.그것은 작동하기 쉽고, 가장자리 품질은 뛰어난입니다.투자는 이미 효율성을 향상시켰습니다.
에밀리 로버츠
★★★★★
리드 기술자
우리는 사용자 정의 자동차 부품을 위해 레이저 절단으로 전환했으며 결과는 환상적이었습니다.절단 품질은 완벽하며, 민감한 부품에서도 최소한의 열 왜곡이 있습니다.우리는 그 성과에 더 행복할 수 없었습니다.
제임스 클라크
★★★★★
CEO는
레이저 절단기는 항공우주 프로젝트에서 중요한 자산이었습니다.복잡한 디자인을 빠르고 정확하게 절단할 수 있으며 리드 타임을 크게 줄일 수 있습니다.그것은 우리의 설계 및 제조 과정에서 필수적인 도구입니다.
자주 묻는 질문
레이저 절단기 비용은 얼마입니까?
레이저 절단 기계의 비용은 레이저 유형, 전력 용량 및 기계와 같은 요인에 달려 있습니다.S 특징.
섬유 레이저 절단 Machines: These machines typically range from $15,000 to $250,000, depending on the power (ranging from 1000W to 40kW), size, and advanced features such as automation, cooling systems, and software integration. Fiber lasers are ideal for cutting metals, providing high precision and efficiency.
CO2 레이저 절단기: CO2 레이저 절단기의 가격 범위는 일반적으로 기계의 사양에 따라 $ 3,500에서 $ 15,000입니다.CO2 레이저는 나무, 아크릴 및 플라스틱과 같은 비금속 재료를 절단하는 데 일반적으로 사용되며 다양성과 낮은 초기 비용으로 인기가 있습니다.
이러한 가격 범위는 브랜드, 구매 국가, 추가 액세서리 및 서비스 계약에 따라 다를 수 있습니다.레이저 절단 기계에 대한 정확한 견적을 얻고 싶다면 저희에게 연락할 수 있습니다. 승리 산업은 특정 필요에 따라 가장 적합한 레이저 절단 기계를 추천하고 준비된 견적을 제공합니다.
레이저 절단기의 주요 위험은 무엇입니까?
레이저 절단 기계의 주요 위험은 강력한 레이저 빛에 노출되어 눈 부상의 잠재력입니다.레이저 광선은 매우 집중되어 금속, 플라스틱 및 기타 재료를 절단 할 수 있으며, 적절히 보호되지 않으면 눈에 심각한 위험을 초래합니다.반사나 분산된 빛과 같은 간접적인 노출조차도 영구적인 망막 손상이나 눈영영증을 일으킬 수 있습니다.
다른 주요 위험은 다음과 같습니다:
피부 화상: 기계의 레이저 광선이나 뜨거운 표면에 직접 노출되면 피부에 심각한 화상을 일으킬 수 있습니다.
유해한 연기와 가스에 노출: 레이저 절단, 특히 금속은 시간이 지남에 따라 흡입하면 건강에 해를 줄 수 있는 연기와 가스 (오존, 일산화탄소 및 입자 등)를 생산합니다.
화재 위험: 레이저로부터 온난한 열은 가까운 가연성 재료를 점화시킬 수 있으며, 특히 나무, 플라스틱 또는 직물과 같은 유기 재료를 절단할 때 화재 위험을 초래할 수 있습니다.
전기 충격: 레이저 절단 기계는 종종 고전압 전원 공급으로 작동하여 적절한 안전 절차가 있다면 전기 충격의 위험을 만듭니다.t 작동 또는 유지 보수 중에 따라.
기계적 부상: 레이저 절단기, 로봇 팔 또는 절단 머리를 움직이는 것과 같은 이동하는 부분은 작동 중에 운영자가 너무 가까이 가면 신체적 부상을 일으킬 수 있습니다.
예방 조치:
눈 보호: 운영자는 항상 레이저 특정 보호 안경을 착용해야합니다.
환기 및 여과기: 유해한 가스와 입자를 제거하기 위해 적절한 배기 시스템과 연기 추출기의 사용.
화재 안전: 절단 지역이 가연성이 없으며 근처에 소화기가 있는지 확인하십시오.
적절한 훈련: 운영자는 안전한 관행에 대한 훈련을 받고 기계의 위험성을 이해해야합니다.
유지 보수: 정기적인 검사와 적절한 기계 유지 보수는 전기 또는 기계적 위험을 최소화하기 위해 필수적입니다.
안전 프로토콜을 준수하고 적절한 보호 장비를 사용함으로써 레이저 절단 기계와 관련된 위험을 크게 줄일 수 있습니다.
레이저 절단기에서 어떤 재료를 절단할 수 없습니까?
레이저 절단 기계는 매우 다양하고 다양한 재료를 절단할 수 있지만 일부 재료는 다양한 안전, 성능 또는 재료 호환성 문제로 인해 레이저 절단 기계에서 절단할 수 없거나 절단해서는 안됩니다.다음은 레이저 절단 기계가 절단하기 위해 사용할 수 없거나 사용해서는 안되는 주요 재료입니다.
반사성 금속
이유: 레이저 절단은 재료에 의한 레이저 에너지의 흡수에 의존합니다.구리, 구리, 알루미늄과 같은 고반사성 금속은 레이저 구구레임의 대부분을 반사하여 효과적으로 잘라내는 것이 어렵습니다.이것은 레이저가 다시 반복되어 기계를 손상시킬 수 있거나 이이이이것은 이이이러한 결과로 레이저가 다시 반사될 수 있습니다.
대안: 고전력 설정을 가진 섬유 레이저 절단기 는 이러한 금속 중 일부를 절단 할 수 있지만 특별한 예방 조치와 설정이 필요합니다.
폴리비염화 빈일 (PVC)
이유: PVC 및 기타 염화 플라스틱은 레이저에 노출되면 염화수소 가스와 같은 독성 연기를 방출합니다.이러한 연기는 인간의 건강에 해로운 뿐만 아니라 렌즈와 같은 레이저 절단 기계의 내부 구성 요소를 손상시킬 수 있습니다.
대안: 아크릴이나 폴리탄산과 같은 다른 플라스틱은 안전하게 잘라질 수 있지만 PVC를 피해야합니다.
유리 섬유
이유: 유리 섬유는 수지 매트릭스에 내장된 유리 섬유로 만든 복합 재료입니다. 레이저로 잘라질 때 유리 섬유는 유유지가 독성 연기를 방출할 수 있지만, 거친 가장자리를 만들어 이용할 수 있습니다.이러한 문제의 결합은 레이저 절단에 적합하지 않은 재료로 만듭니다.
대안: 물 제트 절단 또는 기계적 절단은 유리 섬유에 대한 더 나은 옵션입니다.
연 및 기타 독성 물질
이유: 리드 및 기타 중금속과 같은 물질은 레이저로 잘라질 때 위험한 연기를 방출할 수 있으며 심각한 건강 위험을 초래합니다.특히 연기는 매우 독성입니다.
대안: 리드 절단을 피하고 필요한 경우 스테인리스 스틸이나 알루미늄과 같은 더 적합한 재료를 사용하십시오.
폴리탄산
이유: 폴리탄산은 레이저로 기술적으로 절단 가능하지만, 그 구성으로 인해 절단 가장자리에서 노란색이나 불타는 경향이 있으며, 원치 않는 미학을 초래할 수 있습니다.또한 절단 과정에서 유해한 연기를 생성할 수 있습니다.
대안: 아크릴은 종종 폴리탄산보다 선호됩니다. 왜냐하면 깨끗하고 불타는 문제없이 잘라집니다.
돌과 세라돌
이유: 돌과 세라이이이크는 효과적으로 이이이러한 재료를 이이이이용하고 증기화시킬 수 없는 충분한 레이저 에너지를 흡수할 수 없는 단단단하고 조밀한 재료입니다.이것은 레이저로 절단하는 것이 실용적이지 않습니다.
대안은: 물 제트 절단 또는 다이아몬드 다다이아몬드 대대대형 대대안은 돌과 세라미크에 더 나은 선택입니다.
고무
이유: 고무가 레이저로 잘라질 때, 그것은 불타고 두께, 유해한 연기를 생성할 수 있습니다.고무를 타는 것으로 생성되는 연기는 종종 불愉快하며 운영자와 기계에 해로울 수 있습니다.
대안: 다이 커팅이나 워터 제트 커팅과 같은 기계적 방법은 종종 고무 재료에 사용됩니다.
특정 고탄소 강철
이유: 높은 탄소 강철, 특히 많은 양의 합금 요소를 가진 강철은 레이저가 회전하거나 이이이산산출될 수 있기 때문에 절단하기 어려울 수 있습니다.또한, 그들은 잘라 질에 영향을 미칠 수 있는 강한 산화 층을 형성하는 경향이 있습니다.
대안은: 플라즈마 절단 또는 워터 제트 절단은 이러한 재료에 대해 더 효과적일 수 있습니다.
유리
이유: 유리는 기술적으로 레이저로 잘라질 수 있지만, 일반적으로 재료’로 인해 하지 않습니다.s 취약성과 열을 제어하는 데 있는 도전은 열열열이 열열열에 이어질 수 있습니다.유리는 또한 레이저 에너지를 잘 흡수하지 않습니다.
대안: 다이아몬드 커터 또는 워터 제트 커터는 유리를 절단하는 데 더 적합합니다.
수소 또는 할로겐을 포함하는 재료
이유: 테플론과 일부 플루오로폴리머와 같은 유사한 재료는 레이저에 노출될 때 독성 가스를 방출할 수 있는 수소와 할로ген을 포함합니다.이러한 가스는 건강에 유해하며 절단기 구성 요소를 부식할 수 있습니다.
대체 방법: 테플론 또는 유사한 재료를 절단해야 하는 경우, 워터 제트 절단과 같은 대체 방법을 고려하십시오.
레이저 절단의 한계를 이해하고 올바른 재료를 선택함으로써 제조업체는 운영자 안전과 기계의 장수명을 보장하면서 최고의 결과를 달성할 수 있습니다.
레이저 절단 기계를 어떻게 선택합니까?
올바른 레이저 절단 기계를 선택하는 것은 특정 요구 사항과 응용 프로그램에 따라 여러 가지 핵심 요소를 평가하는 것을 포함합니다.여기’의사 결정 과정을 안내하는 주요 고려사항의 분류:
재료 유형 및 두께
재료 호환성: 금속, 플라스틱, 나무 또는 복합물과 같은 주로 절단할 재료의 유형을 결정하십시오.다양한 레이저는 다양한 재료 유형에 최적화되어 있습니다.
두께: 사용할 재료의 두께를 절단하는 기계의 용량을 확인하십시오.기계가 프로젝트가 필요한 최대 두께를 처리할 수 있도록 확인하십시오.
레이저 유형
CO2 레이저: 나무, 아크릴 및 플라스틱과 같은 비금속을 절단하는 데 이상적입니다.CO2 레이저는 일반적으로 더 저렴하지만 금속을 절단하는 데 효과적이지 않습니다.
섬유 레이저: 강철, 알루미늄 및 황금과 같은 금속을 절단하는 데 가장 좋습니다.섬유 레이저는 특히 금속 가공에 더 빠른 절단 속도, 더 높은 정밀도 및 더 나은 에너지 효율성을 제공합니다.
전력 요구 사항
레이저 전력: 더 높은 전력 레이저는 더 두께 있는 재료를 더 빠르게 절단할 수 있습니다.레이저 전력은 일반적으로 30W에서 40kW 이상의 범위입니다.힘이 높을수록, 당신이 잘라질 수있는 재료가 더 두꺼워집니다.
전기 요구 사항: 시설이 충분한 전기 용량과 안정적인 전력 공급을 포함하여 기계의 전력 요구 사항을 지원할 수 있도록 확인하십시오.
절단 지역 및 크기
작업 영역 크기: 절단 침대 크기는 절단하려는 가장 큰 재료 조각을 수용해야합니다.기계가 전형적인 작품의 크기를 처리할 수 있도록 확인하십시오.
발자국: 작업장 또는 공장에서 사용할 수 있는 물리적 공간을 고려하십시오.일부 레이저 절단 기계는 상당한 양의 바닥 공간을 필요로 합니다.
정밀도 및 정확도
허용: 애플리케이션에 필요한 정밀도 수준을 평가하십시오.복잡한 디자인을 절단하는 경우 높은 정확도가 필수적입니다.
반복성: 신뢰할 수 있는 기계는 여러 절단에서 일관된 정확성과 반복성을 제공해야합니다.
속도와 효율성
절단 속도: 더 빠른 절단 기계는 생산성을 높이고 회전 시간을 줄입니다.기계의 절단 속도가 생산 목표를 충족시키는지 확인하십시오.
자동화: 자동 로딩/해제, 자동 초점화 또는 자동화된 네스팅 소프트웨어와 같은 기능은 효율성을 크게 향상시키고 노동 비용을 줄일 수 있습니다.
소프트웨어 및 제어
사용 편의성: 소프트웨어는 사용자 친화적이어야 하며 빠른 설정과 작동을 가능하게 합니다.이것은 운영자의 학습 곡선을 줄입니다.
호환성: 기계의 소프트웨어가 일반적으로 작동하는 설계 파일 (예: DXF, DWG, SVG)을 처리할 수 있도록 확인하십시오.
유지 보수 및 지원
신뢰성: 내구성과 신뢰성에 대한 명성을 가진 잘 설립된 제조업체에서 기계를 선택하십시오.
지원 및 보증: 고객 서비스, 기술 지원 및 포괄적 인 보증을 포함한 고고한 판매 후 지원을 가진 기계를 찾으십시오.
비용 및 예산
초기 비용: 레이저 절단 기계는 저렴한 모델에서 고급 기계까지 다양할 수 있습니다.예산에 적합하지만 애플리케이션에 필요한 기능을 제공하는 것을 찾으십시오.
운영 비용: 전력 소비, 유지 보수 및 교체 부품 (예: 렌즈 및 노즐) 비용과 같은 지속적인 비용을 고려하십시오.
안전 특징
안전 보호 및 인클로저: 레이저 절단 기계는 레이저 노출과 비행 쓰레기에 대한 적절한 보호를 갖추어야합니다.
연기 추출: 레이저 절단은 플라스틱이나 금속을 절단할 때 특히 연기를 생성합니다.기계에 안전한 작업 환경을 유지하기 위해 견고한 연기 추출 시스템이 있는지 확인하십시오.
응용 프로그램 특정 요구 사항
특별한 특징: 산업에 따라 튜브 절단용 회전식 부속품, 고급 냉각 시스템 또는 특정 재료에 대한 전문 절단 헤드와 같은 특정 특징이 필요할 수 있습니다.
사용자 정의 옵션: 맞춤형 기능이 필요하면 기계가 특정 요구를 충족시키기 위해 사용자 정의 옵션을 제공하는지 확인하십시오.
올바른 레이저 절단 기계를 선택하려면 재료 호환성, 힘, 정밀도 및 속도를 포함한 다양한 요인을 신중하게 고려해야 합니다.레이저 유형, 작업 영역 크기, 소프트웨어 기능 및 지속적인 운영 비용을 평가함으로써 생산 요구 사항, 예산 및 안전 표준에 맞는 기계를 선택할 수 있습니다.올바른 기계는 생산 효율성을 향상시키고, 고품질의 절단을 제공하고, 장기적인 내구성을 보장합니다.
레이저 절단기는 얼마나 정확합니까?
레이저 절단 기계는 높은 정밀도로 알려져 있으므로 복잡한 디자인과 세부 사항을 요구하는 응용 프로그램에 이상적입니다.달성 가능한 정밀도 수준은 레이저의 유형, 자르는 재료 및 기계와 같은 여러 요인에 달려 있습니다.S 설정.여기’정확한 레이저 절단 기계가 어떻게 될 수 있는지의 분열:
정확성 및 포용력
레이저 절단 기계는 일반적으로 ±0.1 mm에서 ±0.005 mm의 범위에 있는 정확도 (또는 포용력)을 가지고 있습니다.s 품질과 자료가 잘라집니다.
고급 섬유 레이저는 더 높은 정확성을 제공하는 경향이 있으며, 일부 경우에는 ±0.02 mm만큼 고고고압 허용력이 고고고고급 섬유 레이저는 ±0.02 mm만큼 단단합니다.
정밀도는 절단 속도, 재료 두께 및 레이저 전력 설정에 따라 약간 달라질 수 있습니다.
광선 초점 및 지점 크기
레이저 절단 정밀도는 레레이저 레레레이저 초점에 큰 영향을 받습니다.더 작은 점 크기는 더 세부적이고 세부적인 절단을 가능하게 하며 기계를 매우 정확하게 만듭니다.
광선 직경은 섬유 레이저의 경우 0.1 mm까지 작아질 수 있으며, 이는 매우 정밀한 선과 복잡한 패턴을 절단하는 능력에 기여합니다.
Kerf 폭
커프는 절단 중에 레이저 케케어로 제거된 재료의 폭입니다.그것은 일반적으로 레이저 유형, 재료 및 전력 설정에 따라 0.1 mm에서 0.5 mm까지 범위입니다.
섬유 레이저는 CO2 레이저에 비해 섬섬유 레이저가 더 섬섬섬유 레이저는 섬유섬유 레이저에 비해 섬섬유 레이저는 더 높은 절단 정밀도와 더 적은 재료 폐기물에 기여합니다.
반복성
반복성은 레이저 절단 기계가 여러 주기에 걸쳐 동일한 절단을 생산할 수 있는 능력을 의미합니다.고품질 레이저 절단기, 특히 CNC 제어를 가진 기계는 ±0.05 mm 이상 내에 일관된 반복성을 달성할 수 있습니다.
이것은 여러 동일한 부품이 생산되는 응용 프로그램에서 매우 중요합니다.
레이저 절단 기계는 매우 정확하며, 특히 섬유 레이저를 사용할 때 ±0.05 mm까지 레레레레센스 레벨이 단단단합니다.재료 유형과 두께는 정밀성에 영향을 미칠 수 있지만 현대 레이저 절단기 는 일관된 반복성과 고품질 가장자리를 제공하여 다양한 절단 응용 프로그램에 대한 신뢰할 수 있는 선택입니다.
레이저 절단 기계의 예상 수명은 무엇입니까?
레이저 절단 기계의 예상 수명은 레이저의 유형, 기계의 품질, 사용 패턴, 유지 보수 관행 및 환경 조건을 포함한 여러 요인에 따라 크게 달라질 수 있습니다.평균적으로 레이저 절단기는 적절한 관리와 유지보수와 함께 10 년에서 20 년 사이에 지속될 수 있습니다.다음은 레이저 절단 기계의 수명에 영향을 미치는 요인입니다:
레이저 유형
섬유 레이저: 섬유 레이저 절단 기계는 일반적으로 고체 디자인과 움직이는 부품이 적기 때문에 CO2 레이저에 비해 더 긴 수명을 가지고 있습니다.적절한 유지보수로 섬유 레이저는 쉽게 20 년 이상 지속될 수 있습니다.
CO2 레이저: CO2 레이저는 효과적이지만 레이저 튜브의 마모로 인해 수명이 짧습니다.레이저 튜브는 보통 교체가 필요하기 전에 8,000에서 12,000시간 사이의 사용을 지속합니다.기계의 전체 수명은 적절한 유지보수로 여전히 10-15 년에 도달할 수 있습니다.
사용 패턴
대량 생산이나 까다로운 환경에서 사용되는 기계는 지속적인 작동과 부품에 대한 스트레스로 인해 더 빨리 마모될 수 있습니다.
저량 또는 간단한 사용은 기계의 수명을 연장할 수 있습니다, 특히 it’라면;S 적절히 유지됩니다.
유지 보수 및 관리
레이저 절단 기계의 수명을 연장하는 데 정기적인 유지보수가 매우 중요합니다.광학 청소, 필터 교체, 냉각 시스템 검사와 같은 일상적인 작업은 주요 문제를 방지하고 기계를 효율적으로 작동시킬 수 있습니다.
제조업체 또는 제3자 서비스 제공업체의 예방 유지 보수 프로그램은 기계의 수명과 성능을 높일 수 있습니다.
기계의 품질
명성있는 제조업체의 고품질 기계는 내구성 부품으로 만들어져 있으며 최소한의 문제로 더 오래 지속될 수 있습니다.
예산 또는 저품질 모델은 동일한 내구성을 가지지 않을 수 있으며 시간이 지남에 따라 더 자주 고장 또는 성능 악화를 경험할 수 있습니다.
레이저 소스 및 전원 공급
레이저 소스 자체 (섬유 레이저 또는 CO2 레이저 튜브)는 결국 사용, 특히 8,000에서 12,000시간의 제한된 수명을 가진 CO2 레이저 튜브와 함께 악화됩니다.
전원 공급은 또한 기계의 전체 수명에 영향을 미칠 수 있습니다.과전압, 전력 서지 및 부적절한 처리는 민감한 부품을 손상시킬 수 있으며 기계의 수명을 줄일 수 있습니다.
환경 요소
먼지, 온도 변동 및 습도와 같은 환경 조건은 기계의 장수에 영향을 미칠 수 있습니다.깨끗하고 통제되는 환경에서 작동하는 기계는 더 오래 지속되고 문제가 적습니다.
심각한 더러움, 습도 또는 높은 온도를 가진 거친 또는 산업 환경에서 사용되는 기계는 가속된 마모에 직면할 수 있습니다.
적절한 관리와 정기적인 유지 보수 및 최적의 작동 조건으로 레이저 절단 기계는 10 년에서 20 년까지 지속될 수 있습니다.섬유 레이저 기계는 일반적으로 더 긴 수명을 제공하며 종종 최소한의 문제로 20 년을 초과하지만 CO2 레이저는 8-15 년 이내에 구성 요소 교체 (레이저 튜브와 같은) 를 필요로 할 수 있습니다.품질의 장비에 투자, 예방적인 유지 보수 절차를 따르고 안정적인 운영 환경을 보장하는 것은 기계의 수명을 크게 연장하고 투자 수익을 극대화 할 수 있습니다.
레이저 절단기는 얼마나 많은 전력을 소비합니까?
레이저 절단 기계의 전력 소비는 레이저의 유형, 레이저 소스의 전력, 기계의 작동 설정 및 특정 응용 프로그램을 포함한 여러 요인에 따라 다릅니다.다음은 다양한 유형의 레이저 절단 기계에서 기대할 수 있는 전력 소비에 대한 자세한 개요입니다.
CO2 레이저 절단기
레이저 전력: CO2 레이저는 일반적으로 40W에서 몇 킬로와트 (kW)까지 범위입니다.
전력 소비: 작은 CO2 레이저 절단기 (예: 40W ~ 600W)는 레이저 소스, 냉각 시스템 및 기타 부품을 포함하여 약 0.5 ~ 5 kW의 전력을 소비할 수 있습니다.
섬유 레이저 절단기
레이저 전력: 섬유 레이저는 일반적으로 1000W에서 20 kW 이상까지 범위입니다.
전력 소비: 1 kW의 전력 출력을 가진 섬유 레이저 절단기 는 일반적으로 약 7 ~ 9 kW의 전력을 소비합니다.고전력 섬유 레이저 (예를 들어, 4 kW ~ 20 kW)는 전력 수준과 효율에 따라 25 ~ 90 kW 이상을 소비할 수 있습니다.
전력 소비에 영향을 미치는 추가 요소
냉각 시스템: 레이저 절단기 에는 최적의 작동 온도를 유지하기 위해 냉각 시스템 (공기 냉각 또는 물 냉각) 이 필요합니다.이러한 시스템은 냉각 방법과 기계 크기에 따라 몇 백 와트에서 몇 킬로와트까지의 상당한 전력 소비를 추가할 수 있습니다.
보조 장비: 배기 시스템, 공기 압축기 및 제어 시스템과 같은 추가 장비도 전체 전력 소비에 기여합니다.이 보조 장비는 전체 전력 사용량에 1 ~ 10 kW를 추가할 수 있습니다.
작동 설정: 전력 소비는 절단 속도, 재료 유형 및 두께를 포함한 작동 설정에 따라 다릅니다.더 높은 절단 속도와 두께 있는 재료는 일반적으로 더 많은 전력을 필요로합니다.
레이저 절단 기계의 전력 소비는 레이저의 유형과 전력, 냉각 시스템, 보조 장비 및 작동 설정에 따라 크게 다릅니다.작은 CO2 레이저 절단 기계는 비교적 낮은 전력 소비를 가지고 있으며, 고전력 섬유 레이저 절단 기계는 7 ~ 90 kW 이상을 소비할 수 있습니다.사용할 계획인 레이저 절단기 의 특정 전력 요구 사항을 이해하는 것은 적절한 전력 인프라를 보장하고 운영 비용을 관리하는 데 도움이 될 수 있습니다.
레이저 절단기는 어떤 고객 지원을 제공합니까?
레이저 절단기는 부드러운 작동과 사용자 만족도를 보장하기 위해 신뢰할 수 있는 고객 지원 옵션을 제공합니다:
무료 온라인 기술 지원: 고객은 이메일, 채팅 또는 비디오 지원을 포함한 온라인 플랫폼을 통해 무료 기술 지원에 액세스할 수 있습니다.이 서비스는 문제 해결, 소프트웨어 설정 또는 원격으로 운영 문제를 해결하는 데 이상적입니다.
유료 현장 교육: 실제 지침이 필요한 사용자에게 현장 교육 세션은 추가 비용으로 제공됩니다.이 세션은 기계의 최적의 사용을 보장하기 위해 설치, 운영 및 유지보수를 포함합니다.
이 지원 옵션은 새로운 사용자와 경험이 있는 사용자를 모두 충족시키며 레이저 절단 기계와 원활한 경험을 보장합니다.
Still using messy chemical or abrasive cleaning? Switch to laser cleaning for precise rust, paint, and oxide removal with less waste and better surface control
Struggling with rough acrylic edges or slow sign production? Discover top CO2 laser machines, real cutting tips, and how to choose the right model fast.
In the current manufacturing industry, surface preparation holds a vital position. It influences product quality, coating adhesion, and general structural strength. Dealing with metal parts, ...
Struggling with poor cuts or high costs? Choose the right laser cutter with tips on materials, power, ROI, automation, and supplier selection.
연락처
Embark on a new era of precision and efficiency in your manufacturing processes with Victory Industry, a leading laser cleaning machine manufacturer. Our commitment to excellence goes beyond delivering machines, we provide complete laser cleaning solutions tailored to your unique needs.
청소 능력을 혁명화할 준비가 되셨습니까?
연락처 정보를 아래에 남기면 전문가팀이 개인화된 상담을 위해 연락할 것입니다.승리 산업’최첨단 기술, 산업 전문 지식, 혁신에 대한 헌신은 비즈니스를 높일 수 있습니다.
연락처 양식:
귀하의 정보를 제출함으로써, you’다시 파트너십으로 첫 번째 단계를 걸어 what’를 재정의합니다.레이저 청소에서 가능합니다.우리 팀은 신속하게 귀하의 독특한 요구 사항을 논의하고 Victory Industry’와 함께 제조 능력을 향상시키는 여정을 통해 귀하를 안내합니다.s 레이저 청소 솔루션.