Lazer Kesme Makinesi
Lazer kesme makinelerimiz, çeşitli malzemeleri yüksek hassasiyetle kesmek için hassasiyet, hız ve çok yönlülük sağlar. Güvenilir ve verimli çözümlere ihtiyaç duyan endüstriler için mükemmeldir.
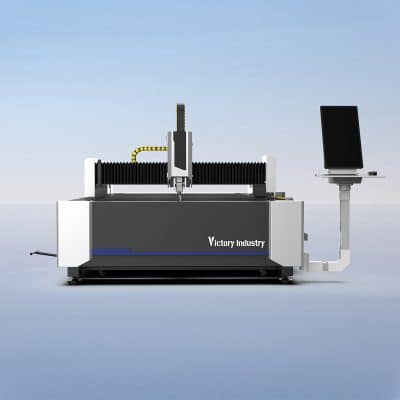

















Lazer kesme makineleri, karmaşık şekilleri ve ince ayrıntıları yüksek doğrulukla kesme yeteneğinde olağanüstü bir hassasiyet sunar. Bu, karmaşık tasarımlar için bile tutarlı sonuçlar ve minimum sapmalar sağlar.
Lazer kesme, minimum kesim (kesim genişliği) ile temiz kesimler üretir ve malzeme israfını azaltır. Sürecin yüksek hassasiyeti, maksimum miktarda malzemenin etkili bir şekilde kullanılmasını sağlar ve maliyet tasarrufu sağlar.
Lazer kesme makineleri, metaller, plastikler, ahşap ve seramik dahil olmak üzere geniş bir malzeme yelpazesini ele alabilir. Bu çok yönlülük, otomotivden işaretlemeye kadar aynı makine ile çeşitli endüstrilerde uygulamalara olanak sağlar.
Lazer kesme, kaliteden feda etmeden yüksek hızlı çalışmayı sağlayan hızlı bir süreçtir. Bu, üretim verimliliğini arttırır ve hem düşük hem de yüksek hacimli üretim için ideal hale getirir.
Lazerin yoğunlaşmış ısısı, çok küçük bir ısı etkili bölgeye neden olur ve bükülme, bozulma veya malzeme hasarı riskini azaltır. Bu, malzemenin bütünlüğünü tehdit etmeden temiz, keskin kenarları sağlar.
Lazer kesme makineleri geleneksel kesme yöntemlerine kıyasla minimum bakım gerektirir. Daha az hareketli parça ile, aşınmaya daha az eğilimlidirler ve uzun vadede uygun maliyetli hale gelirler.
| Özellik | Lazer Kesme | Su Jeti Kesme | Plazma Kesme | Alev Kesme |
| Hassasiyet | Çok yüksek hassasiyet, karmaşık kesmeler için ideal | Yüksek hassasiyet, özellikle yumuşak malzemeler için | Daha düşük hassasiyet, daha kalın malzemeler için uygundur | Orta hassasiyet, kalın metaller için en iyi |
| Malzeme Çok yönlülüğü | Metal, plastik, ahşap, seramik ve daha fazlasını kesebilir | Metal, plastik, taş, cam, seramik kesebilir | Öncelikle metaller, özellikle daha kalın malzemeler | Öncelikle metaller, özellikle demir metaller |
| Kesme Hızı | Çok hızlı, hem küçük hem de büyük koşullar için optimal | Lazer kesmeden daha yavaş, kalın malzemeler için ideal | Lazer kesmeden daha hızlı, özellikle kalın malzemeler için | Plazma ve lazer kesmeden daha yavaş, çoğunlukla kalın metaller için |
| Isı Etkilenen Bölge (HAZ) | Çok küçük HAZ, minimum bozulma | Minimum HAZ, özellikle düşük termal iletkenlik malzemeleri ile | Daha büyük HAZ, malzeme bozulmasına yol açar | Daha büyük HAZ, bükülmeye ve yanma izlerine neden olabilir |
| Kenar Kalitesi | Minimum sonrası işleme ile pürüzsüz, temiz kenarlar | Yumuşak kenarlar, bitirme gerektirebilir | Sert kenarlar, sıklıkla temizliğe ihtiyaç duyar | Oksidasyon ile sert kenarlar, önemli bir bitirme gerektirir |
| Malzeme Kalınlığı | İnce ila orta malzemeler için en iyi, daha kalın kesmeler için fiber lazerler | Çok kalın malzemeleri kesmek için mükemmel | Daha kalın malzemeler için ideal (100mm'ye kadar) | Çok kalın metaller için en iyi, özellikle 10mm'den fazla |
| Maliyet Verimliliği | Hem küçük hem de büyük partiler için verimli, düşük malzeme atığı | Yüksek işletim maliyetleri, kalın malzemeler için ideal | Kalın malzemeler için maliyet etkili, yüksek enerji kullanımı | Kalın çelik kesme için ekonomik, ancak ince malzemeler için daha az verimli |
| Kullanım Kolaylığı | Kullanıcı dostu, otomatik ayarlar | Yetenekli operatörler, aşındırıcı kullanım gerektirir | Kullanımı daha kolay, ancak gürültülü ve havalandırma gerektirir | Nispeten basit, ancak gaz seviyelerinin dikkatli bir şekilde izlenmesini gerektirir |
| Çevre Etkisi | Düşük emisyon, minimum malzeme atığı | Minimum dumanlar, ancak su boşaltma sorunları | Yüksek enerji tüketimi, yüksek gürültü ve dumanlar | Önemli duman üretir, uygun bir şekilde atılması gereken gazları kullanır |
| Bakım | Düşük bakım, daha az hareketli parça | Düzenli bakım, su ve aşıntıcı kullanım gerektirir | Özellikle elektrotlar ve nozüller için daha fazla bakım gerektirir | Kesme meşalesi ve gaz tedarikinin düzenli bakımı gereklidir |
| Operasyon Maliyeti | Daha düşük operasyonel maliyet, minimum atık | Su kullanımı ve aşıntıcılar nedeniyle yüksek operasyonel maliyet | Orta operasyonel maliyet, yüksek enerji tüketimi | Daha düşük operasyonel maliyet, ancak tüketim malzemeleri (gaz) önemlidir |



İletişim Bilgileri Formu: