









레이저 절단은 뛰어난 정밀성을 보장하여 레레레이저 절단은 레레레이저 절단으로 깨끗하고 레레레이저 절단은 레레레레이저 절단은 레레레레레레이저 절단은 레레이상적인 정밀성을 보장하여 깨끗하고 레이상
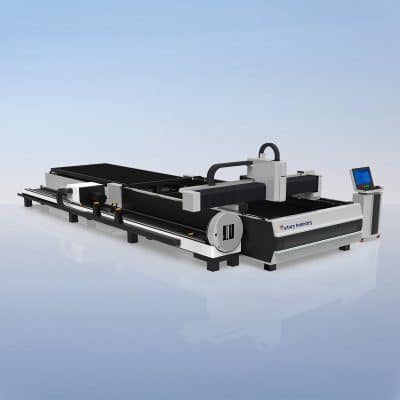
튜브 및 시트 레이저 절단 기계는 스테인리스 스틸, 알루미늄, 탄소 강철 등을 포함하여 다양한 산업 및 응용 프로그램에 적합한 다양한 재료를 절단 할 수 있습니다.
레이저 절단의 정확도는 스크래프 재료를 최소화하고 재료 활용을 최적화하고 전체 생산 비용을 줄이며 더 지속가능하고 효율적인 제조 프로세스로 이어집니다.
레이저 절단 기계는 고속으로 작동하여 더 빠른 생산 시간과 더 높은 처리량을 가능하게 합니다. 이는 대량 제조 및 빠른 회전 프로젝트에 특히 유익합니다.
전통적인 절단 방법과 달리 레이저 절단은 재료와의 물리적 접촉을 포함하지 않으며, 최소한의 도구 마모, 유지 보수 요구 사항 감소 및 기계 수명이 더 긴 결과입니다.
레이저 절단기는 단일 설정으로 평면 시트와 튜브를 절단할 수 있으며, 다양한 모양, 크기 및 사용자 정의 디자인을 사용하는 제조업체에게 비교할 수 없는 유연성을 제공합니다.
| 특징 | 레이저 절단 | 플라즈마 절단 | Waterjet 절단 | 불꽃 절단 |
| 정밀도 | 매우 높은 정밀도, 최소한의 커프 폭으로 정밀한 절단 | 더 두께 있는 재료에 적합한 중간 정밀도 | 복잡한 절단에 이상적인 고정밀도 | 더 낮은 정밀도, 더 큰 kerf 폭 |
| 재료 다양성 | 얇고 두꺼운 시트를 포함하여 다양한 금속과 함께 작동합니다. | 더 두꺼운 금속, 특히 부드러운 강철에 가장 적합합니다. | 금속, 돌, 세라픽 및 복합물에 적합 | 더 두께 강철과 철금속으로 가장 잘 작동합니다. |
| 속도 | 빠른, 특히 특특특히 빠빠빠른 소재를 위해 | 더 두꺼운 금속을 위한 레이저보다 빠르다 | 특히 금속에서 레이저와 플라즈마보다 느린 | 느린, 일반적으로 두꺼운 재료에 사용됩니다. |
| 에지 품질 | 최소한의 후처리로 부드럽고 깨끗한 가장자리 | 더 거친 가장자리, 더 많은 후처리가 필요합니다 | 열에 영향을 미치지 않는 부드러운 가장자리 (HAZ) | 더 거친 가장자리, 종종 청소가 필요합니다 |
| 열 영향 지역 (HAZ) | 최소, 재료 왜곡을 줄입니다 | 더 큰 HAZ, 물자 특성에 영향을 미칠 수 있습니다 | 열에 영향을 미치지 않는 지역, 민감한 재료에 이상적입니다. | 더 큰 HAZ는 더 더 더 더 더 더 더 더 더 더 더 더 더 더 더 더 더 더 더 더 큰 HAZ는 더 더 더 더 더 더 더 더 더 더 더 더 더 |
| 물자 간격 | 얇은 소재와 중간 두께의 소재 모두에 이상적입니다. | 중간부터 두께 있는 재료에 가장 적합합니다. | 높은 품질의 가장자리를 가진 높높높은 품질 가장자리를 가진 높높고고높높높은 품질의 가장자리를 가진 높높 | 주로 두께 재료 (대부분의 경우 8mm) |
| 비용 효율성 | 초기 비용이 높지만 운영비용이 낮고 폐기물이 최소화됩니다. | 초기 비용이 낮지만 소비품으로 인해 운영비용이 높습니다. | 물 사용과 마모제로 인한 높은 운영 비용 | 초기 비용이 낮지만 연료 운영 비용이 높습니다. |
| 유지보수 | 최소한의 마모로 낮은 유지보수 | 정기적인 유지 보수 및 소모품 교체가 필요합니다. | 펌프, 마모제 및 노즐으로 인한 높은 유지 보수 | 정기적인 유지보수 필요, 특히 토치 절단 |



연락처 양식: