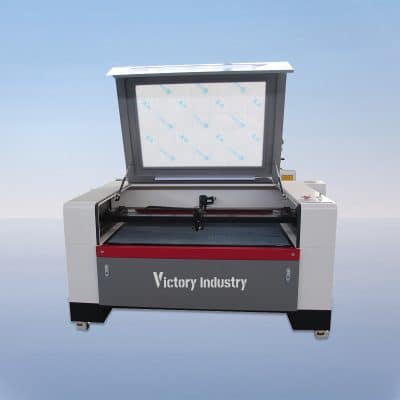
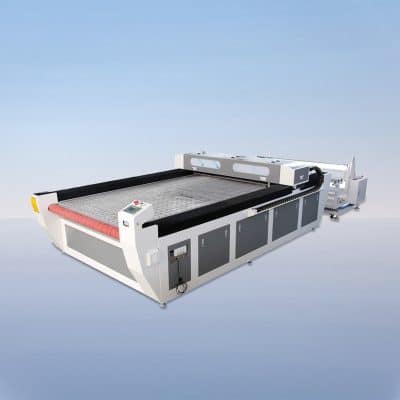
CO 2レーザー切断機は非常に汎用的で、幅広い業界にサービスを提供しています。製造業や自動車からファッションや電子まで、金属、木材、アクリル、プラスチック、織物などの材料に精密な切断や彫刻を行うことができます。複雑な設計、カスタムパーツ、看板、プロトタイプを作成するための理想的な選択肢です。CO 2レーザは、小規模生産用であれ大量生産用であれ、高品質の結果を確保しながら、無駄を削減し、回転時間を短縮することができます。厚い材料を切断し、複雑な幾何形状を処理する能力により、これらの機械は精度、効率、信頼性を必要とする応用において計り知れない価値を持っている。
CO 2レーザー切断の利点
高い精度と精度
CO 2レーザー切断機は優れた精度を提供し、複雑な設計と厳格な公差を可能にする。この精度により、エッジが清潔で滑らかになり、後処理の必要性が軽減されます。
CO 2レーザー切断機はその精度と多機能性で知られているが、より高い運用コスト、メンテナンスニーズ、限られた材料互換性、遅い金属切断速度などの課題にも直面している。また、その膨大なサイズと安全要件、潜在的な高初期投資を考慮しなければならない。これらの制限を理解することで、CO 2レーザーカッターがニーズと操作に適しているかどうかを判断することができます。
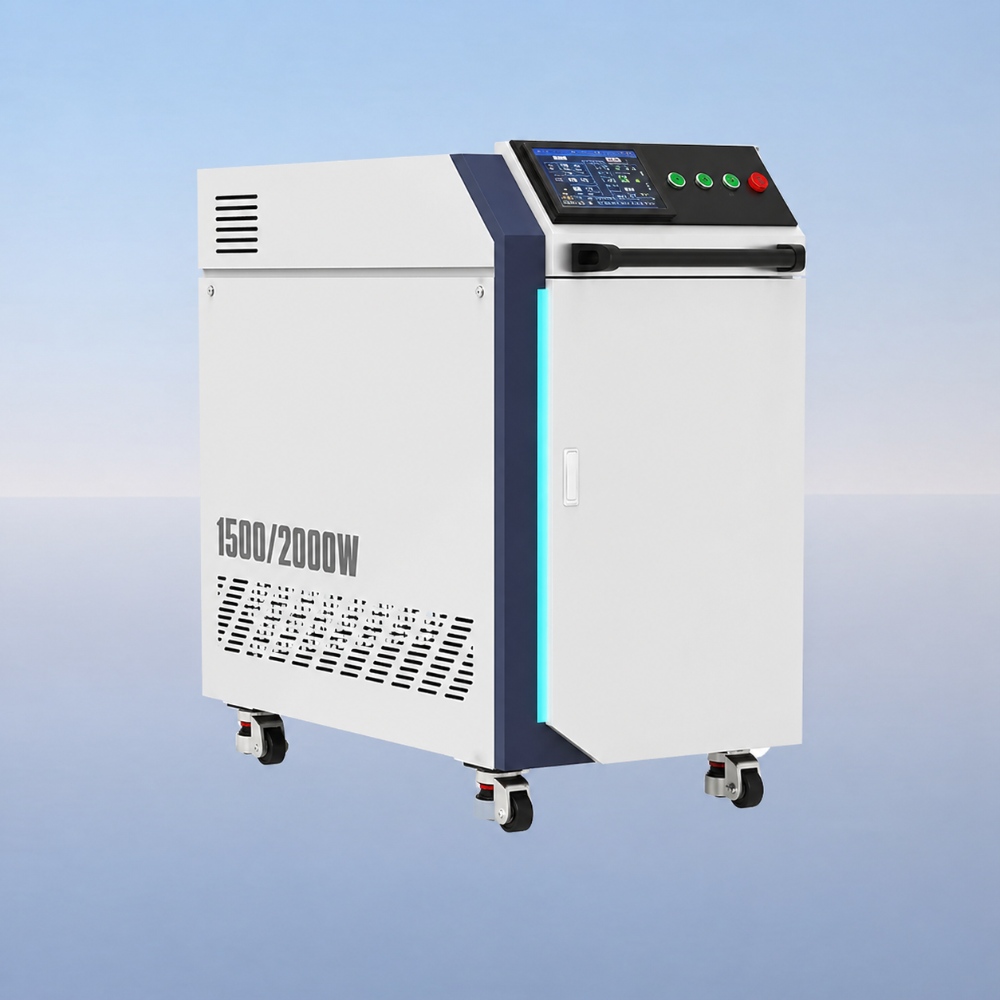
Still using messy chemical or abrasive cleaning? Switch to laser cleaning for precise rust, paint, and oxide removal with less waste and better surface control
Struggling with rough acrylic edges or slow sign production? Discover top CO2 laser machines, real cutting tips, and how to choose the right model fast.
In the current manufacturing industry, surface preparation holds a vital position. It influences product quality, coating adhesion, and general structural strength. Dealing with metal parts, ...
Struggling with poor cuts or high costs? Choose the right laser cutter with tips on materials, power, ROI, automation, and supplier selection.
お問い合わせ
Embark on a new era of precision and efficiency in your manufacturing processes with Victory Industry, a leading laser cleaning machine manufacturer. Our commitment to excellence goes beyond delivering machines, we provide complete laser cleaning solutions tailored to your unique needs.
あなたの清掃能力を根本的に変える準備はできていますか。
以下に連絡先を残してください。私たちの専門家チームはあなたに連絡して、個性的なコンサルティングを行います。勝利工業の運営方式を理解する’ ;デルの先端技術、業界の専門知識、革新へのコミットメントは、ビジネスを向上させることができます。