Laserschneidemaschine
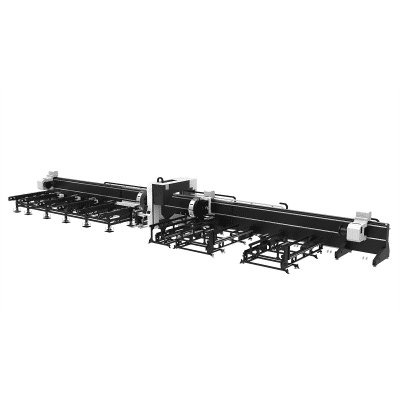
Unsere Rohrlaserschneidemaschinen liefern hochpräzises, effizientes Schneiden für eine Vielzahl von Rohrprofilen und Materialien, steigern die Produktivität und reduzieren Abfall in verschiedenen Industrien.


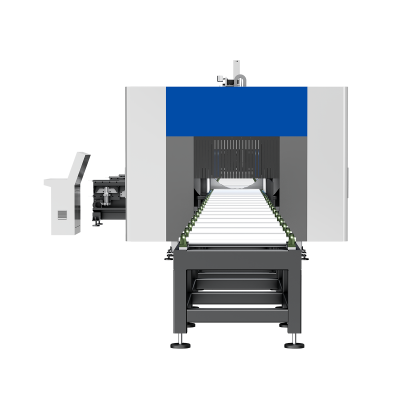








Das Laserschneiden von Rohren bietet außergewöhnliche Genauigkeit und sorgt für saubere, burrfreie Schnitte mit engen Toleranzen. Diese Präzision eliminiert den Bedarf an Nachbearbeitung und verbessert die Gesamtqualität Ihrer Komponenten.
Von runden bis quadratischen und rechteckigen Rohren sowie kundenspezifischen Profilen können Rohrlaserschneidemaschinen eine Vielzahl von Formen und Größen verarbeiten, was sie für verschiedene Fertigungsprojekte geeignet macht.
Laserschneiden minimiert Materialverschwendung durch die Optimierung von Schnittmustern. Dieser kostengünstige Prozess maximiert den Materialverbrauch und hilft Unternehmen, Schrott zu reduzieren und Produktionskosten zu senken.
Durch automatisierte Funktionen und Hochgeschwindigkeitsschnitt reduziert das Rohrlaserschneiden die Produktionszyklen und ermöglicht schnellere Umsatzzeiten. Dies erhöht die Effizienz und ermöglicht einen höheren Durchsatz in Produktionsumgebungen.
Laserschneidemaschinen können eine Reihe von Materialien verarbeiten, einschließlich Edelstahl, Kohlenstoffstahl und Aluminium, die Flexibilität für verschiedene Anwendungen und Industrien bieten.
Automatisierter Betrieb und minimaler manueller Eingriff verbessern die Sicherheit und reduzieren das Risiko menschlicher Fehler. Mit eingebauten Schutzmaßnahmen bieten Rohrlaserschneidsysteme eine sicherere und effizientere Arbeitsumgebung.
| Eigenschaften | Laserschneiden | Plasmaschneiden | Wasserstrahlschneiden | Flammenschneiden |
| Präzision | Hohe Präzision, saubere, burrfreie Schnitte | Mäßige Präzision kann raue Kanten hinterlassen | Hohe Präzision, ideal für komplexe Formen | Niedrigere Präzision, raue Kanten |
| Schneidgeschwindigkeit | Sehr schnell, ideal für die Großserienproduktion | Schneller, aber langsamer als Laserschneiden | Langsamer als Laserschneiden durch Wasserdruck | Langsamer im Vergleich zu anderen Methoden |
| Materialvielseitigkeit | Arbeitet auf einer Vielzahl von Metallen wie Stahl, Aluminium und Edelstahl | Vor allem für leitfähige Metalle wie Stahl verwendet | Arbeitet auf fast jedem Material, einschließlich Metalle und Steine | Vor allem für dickere Metalle wie Stahl verwendet |
| Dickengrenze | Kann dünne bis dicke Rohre mit hoher Präzision schneiden | Bestes für dickere Materialien | Kann sehr dicke Materialien schneiden, aber langsamer als Plasma | Bestes für dicke Materialien (bis zu mehreren Zoll dick) |
| Hitze betroffene Zone (HAZ) | Minimal HAZ, Erhaltung der Materialeigenschaften | Größere HAZ kann die Materialeigenschaften beeinflussen | Sehr geringe HAZ durch Kaltschneidverfahren | Große HAZ, kann die Materialstärke und das Finish beeinflussen |
| Materialabfall | Niedriger Materialabfall durch präzise Schneidmuster | Höhere Materialabfälle durch rauere Schnitte | Minimal Materialabfall, kann aber langsamer und teurer sein | Höhere Abfälle durch raue Kanten und weniger effizientes Schneiden |
| Oberfläche Finish | Glatte, saubere Oberfläche mit wenig bis keine Nachbearbeitung | Raue Oberfläche, die oft zusätzliche Veredelung erfordert | Glatte Oberfläche, minimale Nachbearbeitung erforderlich | Raue Oberfläche, die oft Schleifen oder Veredelung erfordert |
| Kosteneffizienz | Hohe Anfangskosten, aber kostengünstig bei hoher Volumenproduktion | Niedrigere Anfangskosten, aber höhere Betriebskosten für dicke Materialien | Moderate Anfangskosten, ideal für eine Vielzahl von Materialien | Niedrige Anfangskosten, aber hohe Betriebskosten für dicke Materialien |
| Automatisierung | Vollautomatisiert, reduziert Arbeitskraft und erhöht Durchsatz | Halbautomatisiert, kann mehr manuelle Anpassungen erfordern | Hochautomatisierte, aber langsamere Schneidgeschwindigkeiten | Oft manuell, mit begrenzten Automatisierungsmöglichkeiten |
| Umweltauswirkungen | Minimale Umweltbelastung durch effizientes Schneiden | Erzeugt Dämpfe, die Belüftung erfordern | Keine Wärme oder Dämpfe, umweltfreundlicher | Erzeugt Rauch und erfordert Belüftung |



Kontaktformular: