| Feature
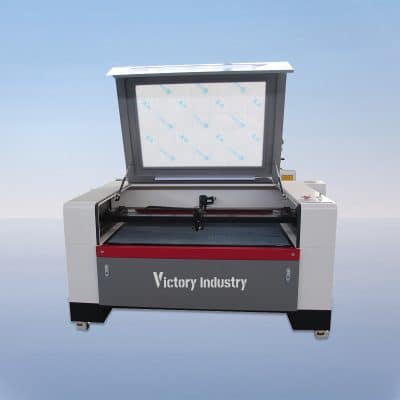
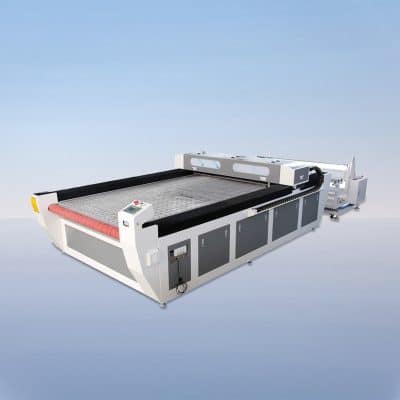
| Laser Cutting
| Water Jet Cutting
| Plasma Cutting
| Flame Cutting
|
| Precision |
Very high precision, ideal for intricate cuts |
High precision, especially for soft materials |
Lower precision, suitable for thicker materials |
Moderate precision, best for thick metals |
| Material Versatility |
Can cut metals, plastics, wood, ceramics, and more |
Can cut metals, plastics, stone, glass, ceramics |
Primarily metals, especially thicker materials |
Primarily metals, especially ferrous metals |
| Cutting Speed |
Very fast, optimal for both small and large runs |
Slower than laser cutting, ideal for thick materials |
Faster than laser cutting, especially for thick materials |
Slower than plasma and laser cutting, mostly for thick metals |
| Heat Affected Zone (HAZ) |
Very small HAZ, minimal distortion |
Minimal HAZ, especially with low thermal conductivity materials |
Larger HAZ, leading to material distortion |
Larger HAZ, can cause warping and burn marks |
| Edge Quality |
Smooth, clean edges with minimal post-processing |
Smooth edges, though may require finishing |
Rougher edges, often needing cleanup |
Rough edges with oxidation, requires significant finishing |
| Material Thickness |
Best for thin to medium materials, fiber lasers for thicker cuts |
Great for cutting very thick materials |
Ideal for thicker materials (up to 100mm) |
Best for very thick metals, especially over 10mm |
| Cost Efficiency |
Efficient for both small and large batches, low material waste |
High operating costs, ideal for thick materials |
Cost-effective for thick materials, high energy use |
Economical for cutting thick steel, but less efficient for thin materials |
| Ease of Operation |
User-friendly, automated settings |
Requires skilled operators, abrasive handling |
Easier to operate, but noisy and requires ventilation |
Relatively simple, but requires careful monitoring of gas levels |
| Environmental Impact |
Low emissions, minimal material waste |
Minimal fumes, but water disposal issues |
High energy consumption, high noise, and fumes |
Produces significant fumes, uses gases that require proper disposal |
| Maintenance |
Low maintenance, fewer moving parts |
Requires regular maintenance, water and abrasive handling |
Requires more maintenance, especially for electrodes and nozzles |
Regular maintenance of cutting torch and gas supply needed |
| Operating Cost |
Lower operational cost, minimal waste |
High operational cost due to water usage and abrasives |
Moderate operational cost, high energy consumption |
Lower operational cost, but consumables (gas) are significant |