ファイバレーザは非常に微細な切断を生成し、許容差が小さく、高品質の結果を確保することができます。それらは最小の材料で複雑な形状とパターンを無駄に切断することができ、それを精密駆動応用の理想的な選択にすることができる。
従来の方法に比べて、光ファイバレーザ切断機はより速い切断速度を提供し、全体の生産性を向上させた。これらの高速処理時間は、大量製造に最適なサイクル時間を短縮するのに役立ちます。
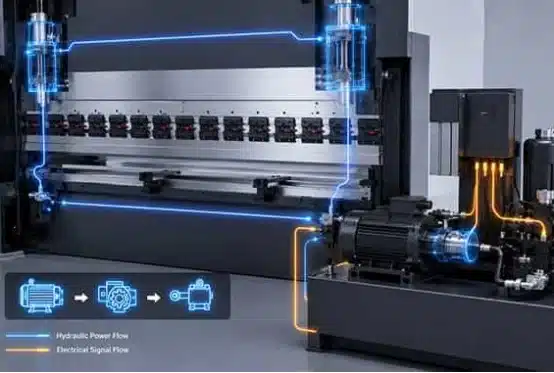
光ファイバレーザ切断機は、電力効率が高く、メンテナンス要件が低く、長期的にコストを削減できます。電力消費が少なくなり、運用コストが削減され、時間が経つにつれて収益性が向上します。
光ファイバレーザ切断機は、薄板から厚板までの様々な材料を切断することができる。これらはステンレス、アルミニウム、真鍮、銅などの金属に非常に効果的で、多くの業界に適用されています。
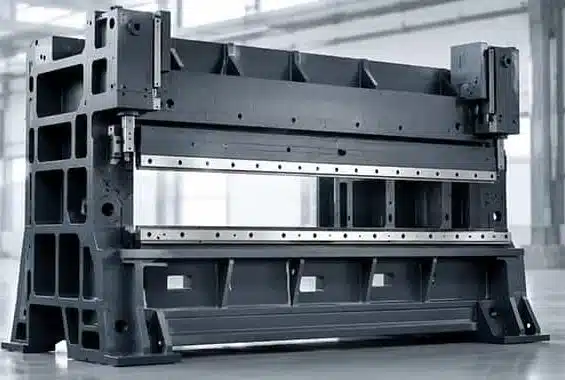
その固体設計のため、光ファイバレーザ切断機は二酸化炭素レーザよりも少ないメンテナンスを必要としている。ミラーやその他の複雑なコンポーネントがないと、摩耗が減少し、マシンの寿命が長くなり、サービスの中断が少なくなります。
ファイバレーザは、より清浄で滑らかなエッジを生成し、スラグやバリが最も少なく、後処理の必要性を低減します。これにより、より高品質な部品とより効率的な製造プロセスが確保されます。
連絡先情報テーブル: